Impact of pretreatment and downstream processing technologies on economics and energy in cellulosic ethanol production
- PMID: 21892958
- PMCID: PMC3179443
- DOI: 10.1186/1754-6834-4-27
Impact of pretreatment and downstream processing technologies on economics and energy in cellulosic ethanol production
Abstract
Background: While advantages of biofuel have been widely reported, studies also highlight the challenges in large scale production of biofuel. Cost of ethanol and process energy use in cellulosic ethanol plants are dependent on technologies used for conversion of feedstock. Process modeling can aid in identifying techno-economic bottlenecks in a production process. A comprehensive techno-economic analysis was performed for conversion of cellulosic feedstock to ethanol using some of the common pretreatment technologies: dilute acid, dilute alkali, hot water and steam explosion. Detailed process models incorporating feedstock handling, pretreatment, simultaneous saccharification and co-fermentation, ethanol recovery and downstream processing were developed using SuperPro Designer. Tall Fescue (Festuca arundinacea Schreb) was used as a model feedstock.
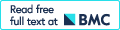
Results: Projected ethanol yields were 252.62, 255.80, 255.27 and 230.23 L/dry metric ton biomass for conversion process using dilute acid, dilute alkali, hot water and steam explosion pretreatment technologies respectively. Price of feedstock and cellulose enzymes were assumed as $50/metric ton and 0.517/kg broth (10% protein in broth, 600 FPU/g protein) respectively. Capital cost of ethanol plants processing 250,000 metric tons of feedstock/year was $1.92, $1.73, $1.72 and $1.70/L ethanol for process using dilute acid, dilute alkali, hot water and steam explosion pretreatment respectively. Ethanol production cost of $0.83, $0.88, $0.81 and $0.85/L ethanol was estimated for production process using dilute acid, dilute alkali, hot water and steam explosion pretreatment respectively. Water use in the production process using dilute acid, dilute alkali, hot water and steam explosion pretreatment was estimated 5.96, 6.07, 5.84 and 4.36 kg/L ethanol respectively.
Conclusions: Ethanol price and energy use were highly dependent on process conditions used in the ethanol production plant. Potential for significant ethanol cost reductions exist in increasing pentose fermentation efficiency and reducing biomass and enzyme costs. The results demonstrated the importance of addressing the tradeoffs in capital costs, pretreatment and downstream processing technologies.
Figures








References
-
- Renewable Fuels Association (RFA) http://www.ethanolrfa.org/pages/statistics
-
- Taherzadeh MJ, Karimi K. Enzymatic-based hydrolysis processes for ethanol from lignocellulosic materials: A review. BioResources. 2007;2:707–738.
LinkOut - more resources
Full Text Sources
Other Literature Sources