

Developing gradient metal alloys through radial deposition additive manufacturing
- PMID: 24942329
- PMCID: PMC4062900
- DOI: 10.1038/srep05357
Developing gradient metal alloys through radial deposition additive manufacturing
Abstract
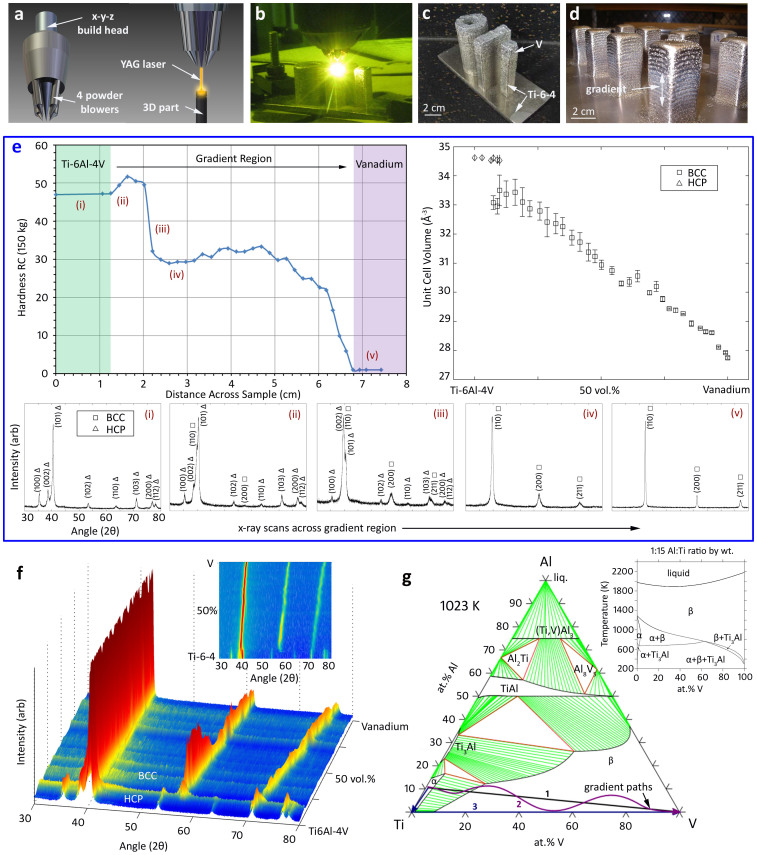
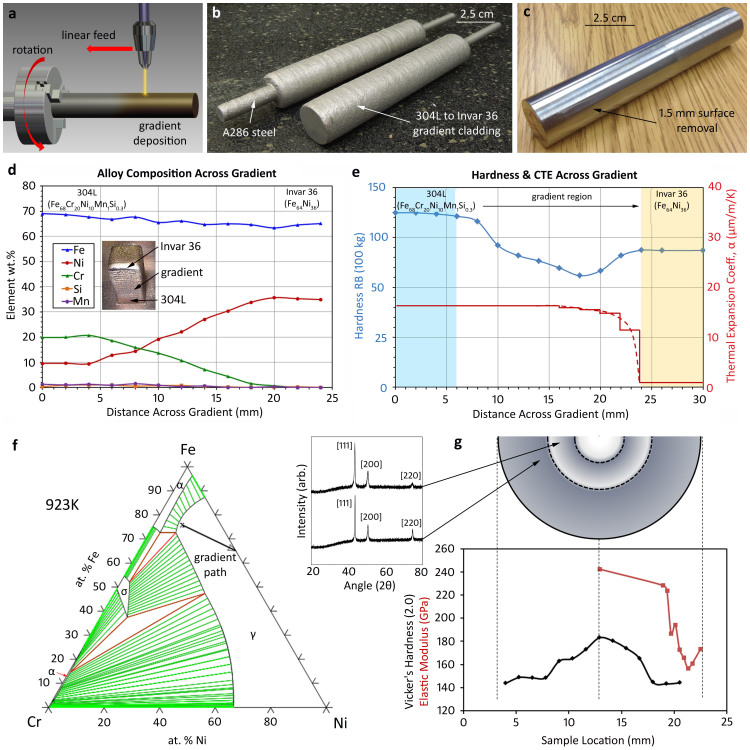
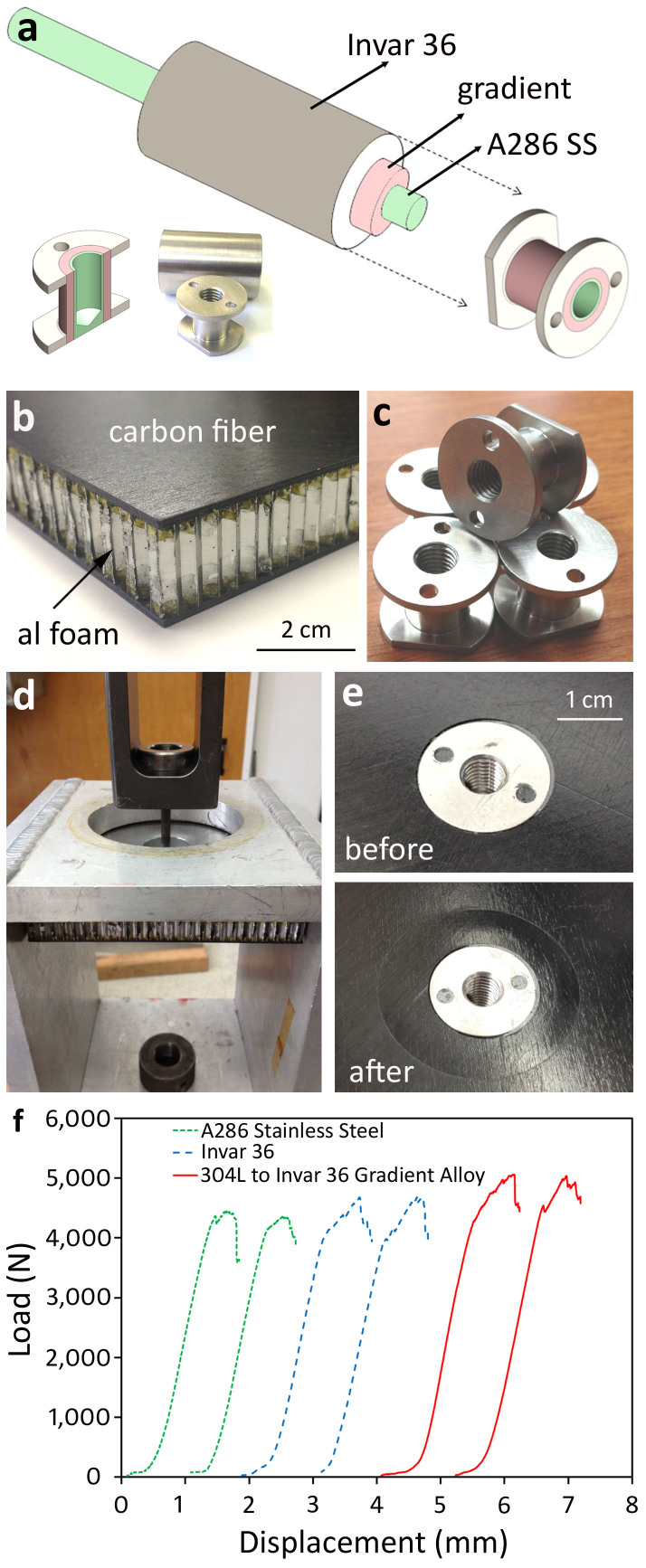
Interest in additive manufacturing (AM) has dramatically expanded in the last several years, owing to the paradigm shift that the process provides over conventional manufacturing. Although the vast majority of recent work in AM has focused on three-dimensional printing in polymers, AM techniques for fabricating metal alloys have been available for more than a decade. Here, laser deposition (LD) is used to fabricate multifunctional metal alloys that have a strategically graded composition to alter their mechanical and physical properties. Using the technique in combination with rotational deposition enables fabrication of compositional gradients radially from the center of a sample. A roadmap for developing gradient alloys is presented that uses multi-component phase diagrams as maps for composition selection so as to avoid unwanted phases. Practical applications for the new technology are demonstrated in low-coefficient of thermal expansion radially graded metal inserts for carbon-fiber spacecraft panels.
Figures
References
-
- Hopkinson N., Hague R. & Dickens P. Rapid manufacturing: an industrial revolution for a digital age. (Wiley-Blackwell, Berlin, 2005).
-
- Hague R. J. M., Campbell R. I. & Dickens P. M. Implications on design of rapid manufacturing. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 217, 25–30 (2003).
-
- Campbell R. I., Hague R. J. M., Sener B. & Wormald P. W. The potential for the bespoke industrial designer. The Des. J. 6, 24–34 (2003).
-
- Gibson I., Rosen D. W. & Stucker B. Additive manufacturing technologies: rapid prototyping to direct digital manufacturing. (Springer, London, 2010).
-
- Santos E. C., Shiomi M., Osakada K. & Laoui T. Rapid manufacturing of metal components by laser forming. Int. J. of Mach. Tools and Manuf. 46, 1459–1468 (2006).
Publication types
LinkOut - more resources
Full Text Sources
Other Literature Sources
Research Materials
