

Selecting Processes to Minimize Hexavalent Chromium from Stainless Steel Welding: Eight welding processes/shielding gas combinations were assessed for generation of hexavalent chromium in stainless steel welding fumes
- PMID: 26690276
- PMCID: PMC4681305
Selecting Processes to Minimize Hexavalent Chromium from Stainless Steel Welding: Eight welding processes/shielding gas combinations were assessed for generation of hexavalent chromium in stainless steel welding fumes
Abstract
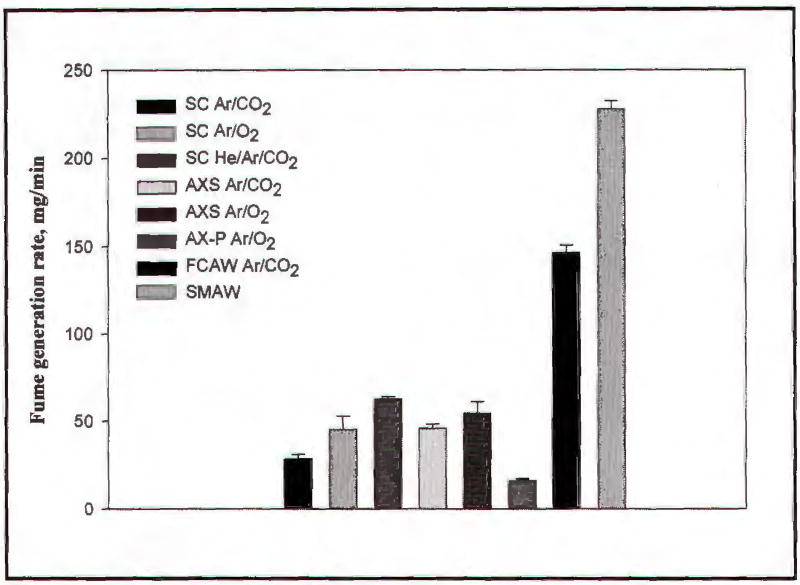
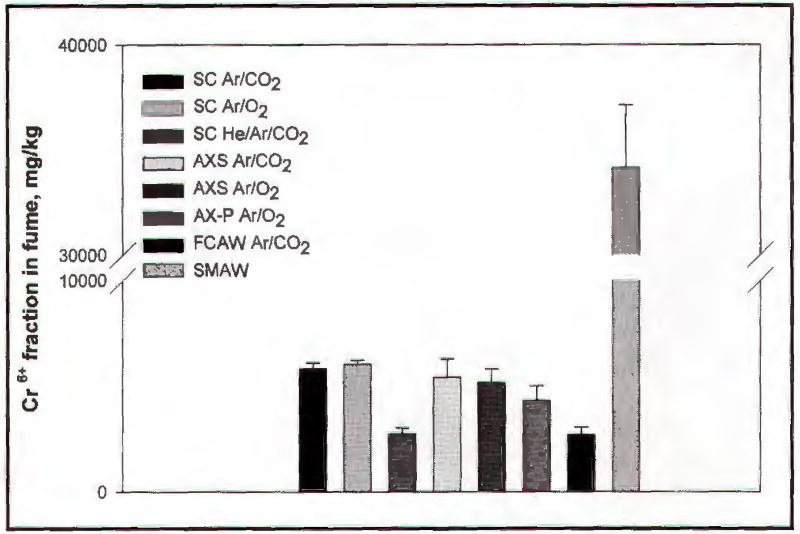
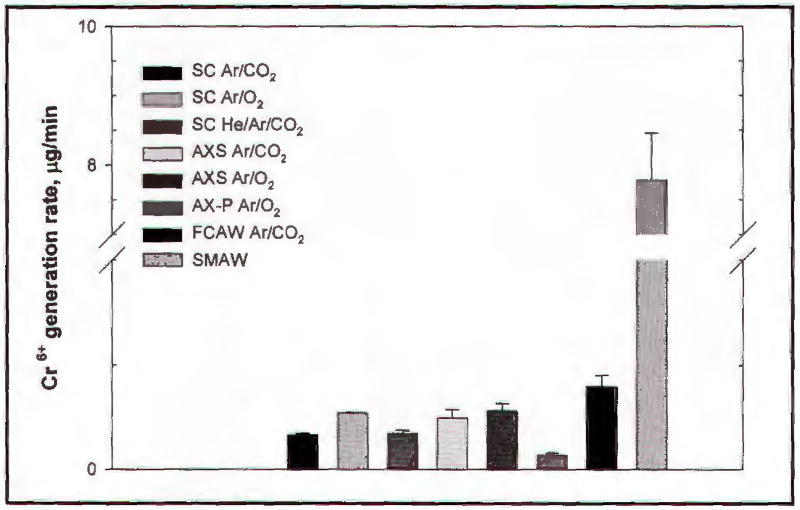
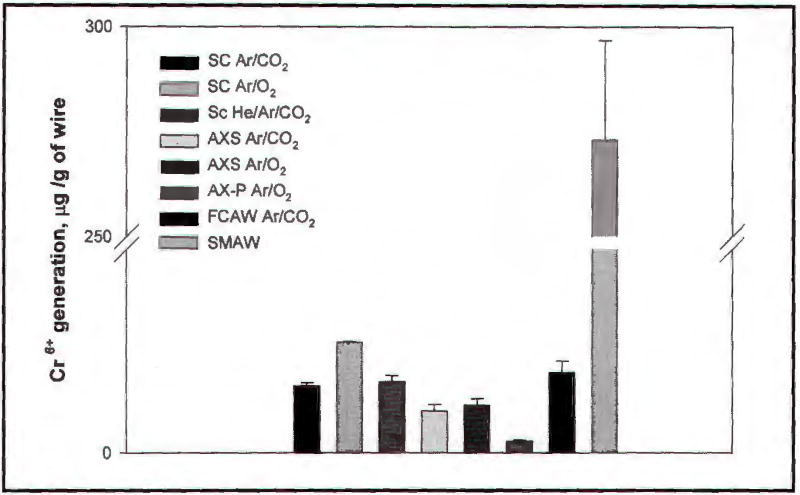
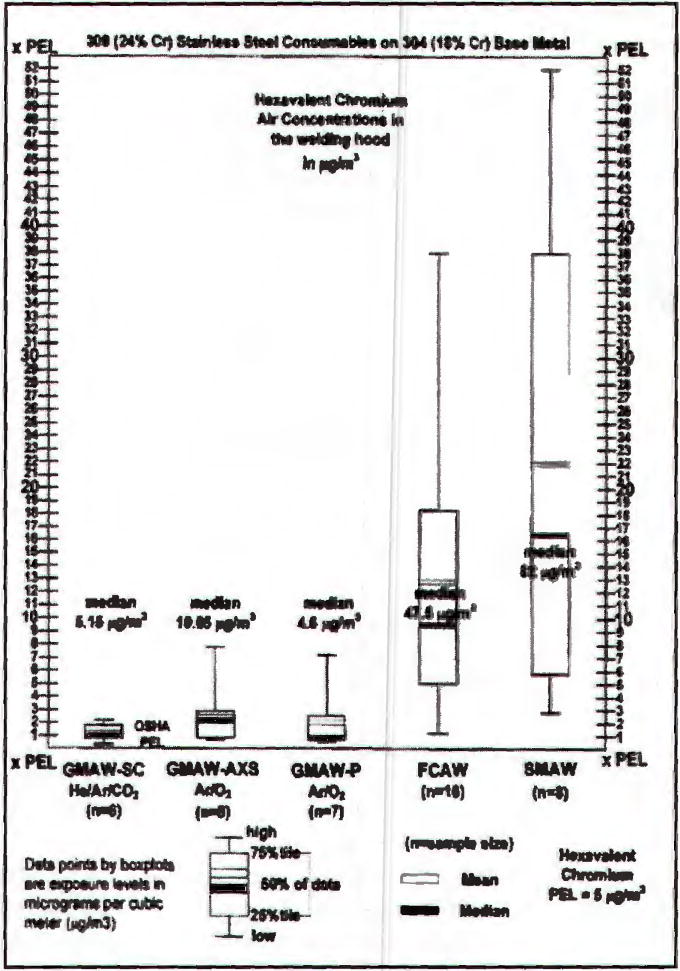
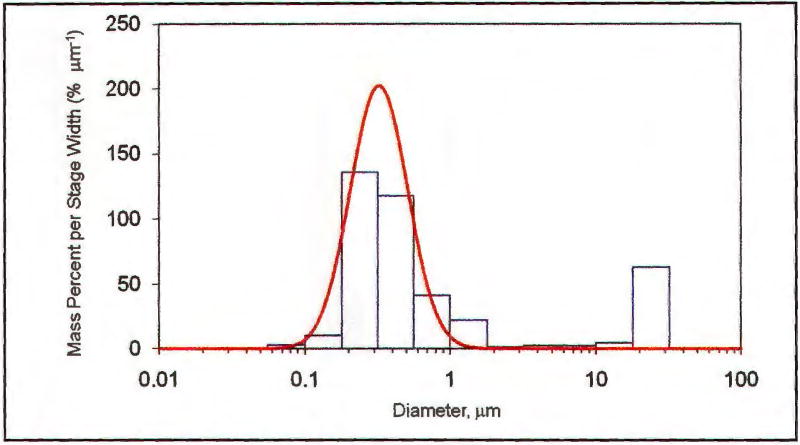
Eight welding processes/shielding gas combinations were assessed for generation of hexavalent chromium (Cr6+) in stainless steel welding fumes. The processes examined were gas metal arc welding (GMAW) (axial spray, short circuit, and pulsed spray modes), flux cored arc welding (FCAW), and shielded metal arc welding (SMAW). The Cr6+ fractions were measured in the fumes; fume generation rates, Cr6+ generation rates, and Cr6+ generation rates per unit mass of welding wire were determined. A limited controlled comparison study was done in a welding shop including SMAW, FCAW, and three GMAW methods. The processes studied were compared for costs, including relative labor costs. Results indicate the Cr6+ in the fume varied widely, from a low of 2800 to a high of 34,000 ppm. Generation rates of Cr6+ ranged from 69 to 7800 μg/min, and Cr6+ generation rates per unit of wire ranged from 1 to 270 μg/g. The results of field study were similar to the findings in the laboratory. The Cr6+ (ppm) in the fume did not necessarily correlate with the Cr6+ generation rate. Physical properties were similar for the processes, with mass median aerodynamic diameters ranging from 250 to 336 nm, while the FCAW and SMAW fumes were larger (360 and 670 nm, respectively).
Conclusion: The pulsed axial spray method was the best choice of the processes studied based on minimal fume generation, minimal Cr6+ generation, and cost per weld. This method is usable in any position, has a high metal deposition rate, and is relatively simple to learn and use.
Keywords: Flux Cored Arc Welding (FCAW); Gas Metal Arc Welding (GMAW); Hexavalent Chromium; Shielded Metal Arc Welding (SMAW); Stainless Steel; Welding Fume.
Figures

References
-
- Bureau of Labor Statistics, U.S. Department of Labor. Welding, soldering, and brazing workers. Occupational Outlook Handbook. 2006–07 [Online] at www.bls.gov/oco/ocos226.htm.
-
- Antonini JM. Crit Rev Toxicology. 2003;33(1):61–103. - PubMed
-
- NIOSH. Pocket Guide to Chemical Hazards. 2005. (DHHS (NIOSH) Publication 2005-149).
-
- U.S. Environmental Protection Agency. Chapter 12: Metallurgical Industry. AP 42, Section 12.19: Development of Particulate and Hazardous Emission Factors for Electric Arc welding. [Online] at www.epa.gov/ttn/chief/ap42/index.html.
Grants and funding
LinkOut - more resources
Full Text Sources