

Open-Source Selective Laser Sintering (OpenSLS) of Nylon and Biocompatible Polycaprolactone
- PMID: 26841023
- PMCID: PMC4739701
- DOI: 10.1371/journal.pone.0147399
Open-Source Selective Laser Sintering (OpenSLS) of Nylon and Biocompatible Polycaprolactone
Abstract
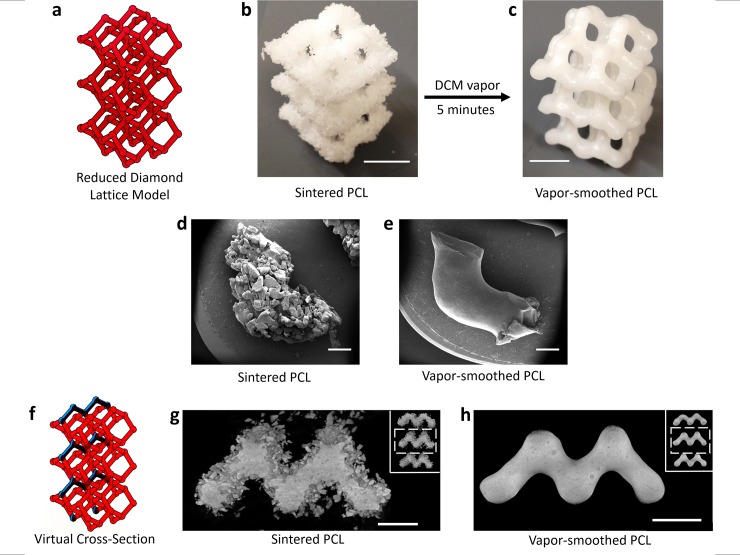
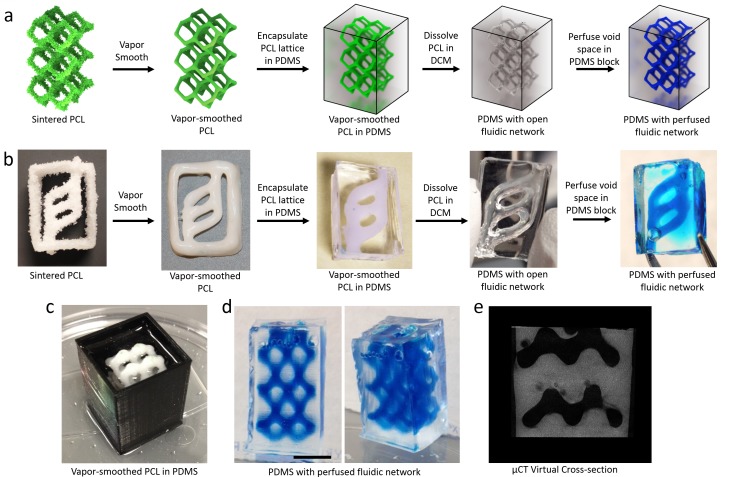
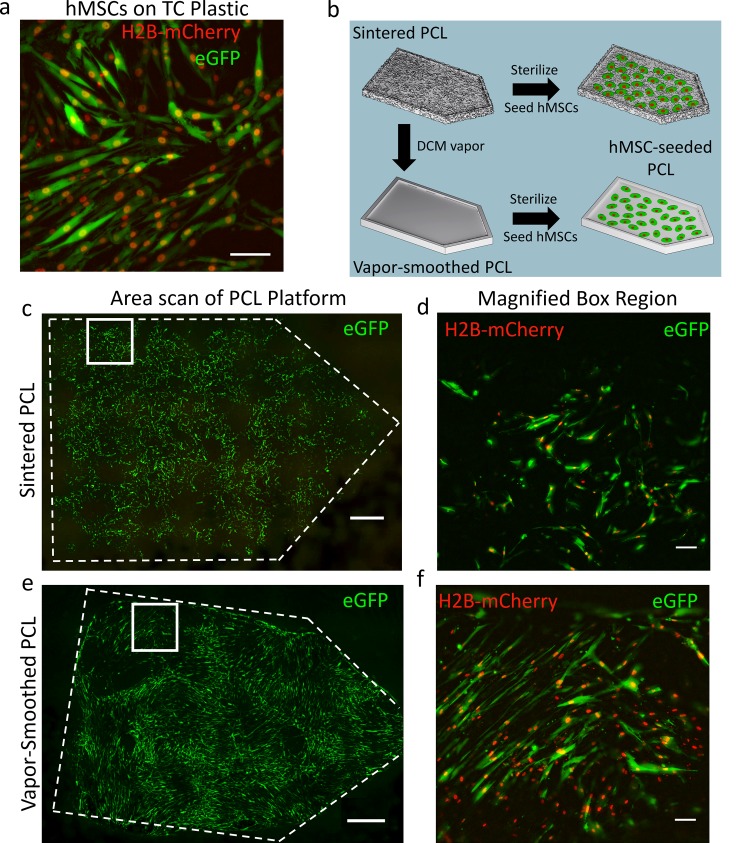
Selective Laser Sintering (SLS) is an additive manufacturing process that uses a laser to fuse powdered starting materials into solid 3D structures. Despite the potential for fabrication of complex, high-resolution structures with SLS using diverse starting materials (including biomaterials), prohibitive costs of commercial SLS systems have hindered the wide adoption of this technology in the scientific community. Here, we developed a low-cost, open-source SLS system (OpenSLS) and demonstrated its capacity to fabricate structures in nylon with sub-millimeter features and overhanging regions. Subsequently, we demonstrated fabrication of polycaprolactone (PCL) into macroporous structures such as a diamond lattice. Widespread interest in using PCL for bone tissue engineering suggests that PCL lattices are relevant model scaffold geometries for engineering bone. SLS of materials with large powder grain size (~500 μm) leads to part surfaces with high roughness, so we further introduced a simple vapor-smoothing technique to reduce the surface roughness of sintered PCL structures which further improves their elastic modulus and yield stress. Vapor-smoothed PCL can also be used for sacrificial templating of perfusable fluidic networks within orthogonal materials such as poly(dimethylsiloxane) silicone. Finally, we demonstrated that human mesenchymal stem cells were able to adhere, survive, and differentiate down an osteogenic lineage on sintered and smoothed PCL surfaces, suggesting that OpenSLS has the potential to produce PCL scaffolds useful for cell studies. OpenSLS provides the scientific community with an accessible platform for the study of laser sintering and the fabrication of complex geometries in diverse materials.
Conflict of interest statement
Figures





References
-
- Berman B. 3-D printing: The new industrial revolution. Bus Horiz. “Kelley School of Business, Indiana University”; 2012;55: 155–162. 10.1016/j.bushor.2011.11.003 - DOI
-
- Campbell TA, Ivanova OS. Additive Manufacturing As a Disruptive Technology: Implications of Three-Dimensional Printing. Technol Innov. 2013;15: 67–79. 10.3727/194982413X13608676060655 - DOI
-
- Wong KV, Hernandez A. A Review of Additive Manufacturing. ISRN Mech Eng. 2012;2012: 1–10. 10.5402/2012/208760 - DOI
-
- Pham D, Gault R. A comparison of rapid prototyping technologies. Int J Mach Tools Manuf. 1998;38: 1257–1287. 10.1016/S0890-6955(97)00137-5 - DOI
-
- Bertsch A, Bernhard P, Vogt C, Renaud P. Rapid prototyping of small size objects. Rapid Prototyp J. 2000;6: 259–266. 10.1108/13552540010373362 - DOI
Publication types
MeSH terms
Substances
LinkOut - more resources
Full Text Sources
Other Literature Sources
