

3D-Printed Microfluidics
- PMID: 26854878
- PMCID: PMC7679199
- DOI: 10.1002/anie.201504382
3D-Printed Microfluidics
Abstract
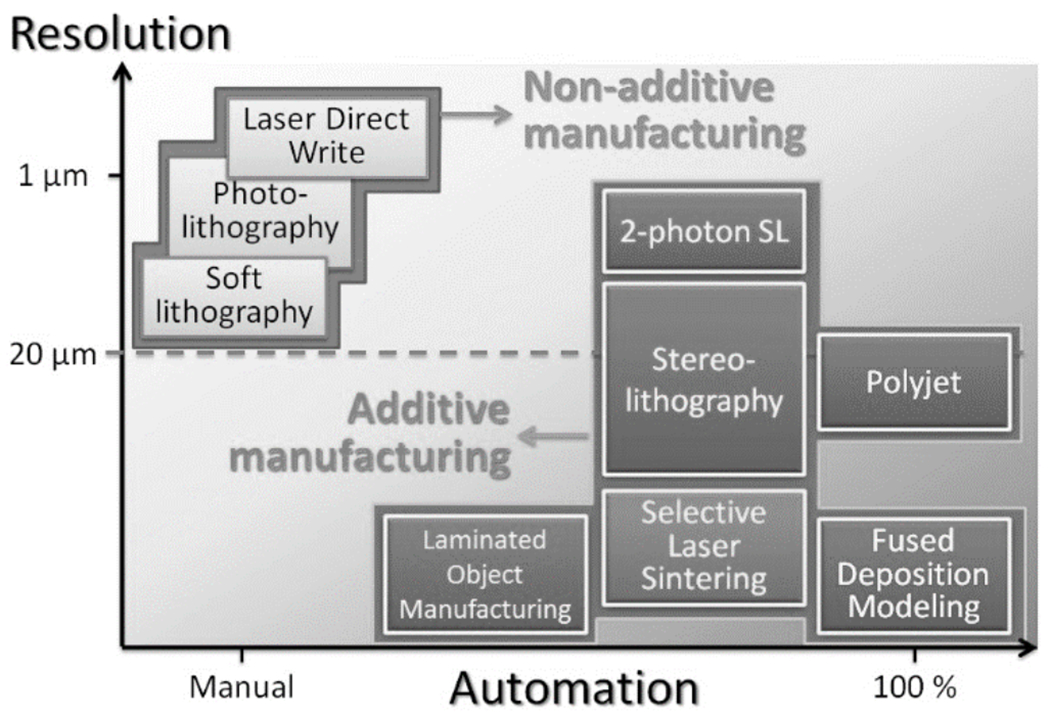
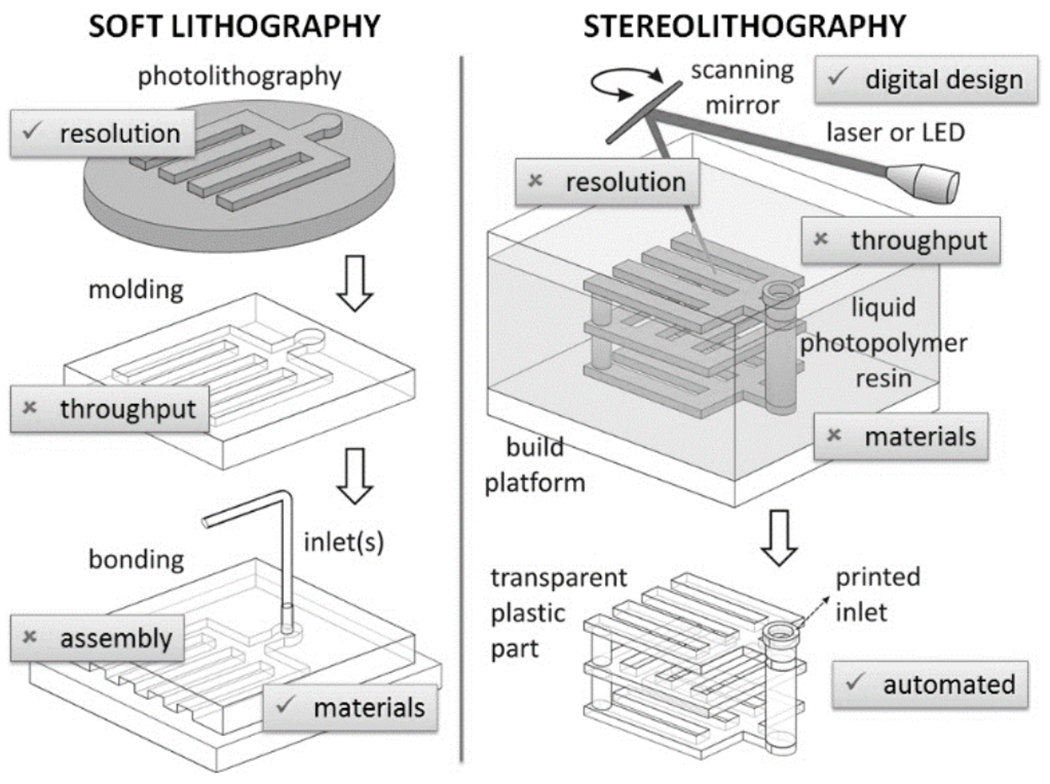
The advent of soft lithography allowed for an unprecedented expansion in the field of microfluidics. However, the vast majority of PDMS microfluidic devices are still made with extensive manual labor, are tethered to bulky control systems, and have cumbersome user interfaces, which all render commercialization difficult. On the other hand, 3D printing has begun to embrace the range of sizes and materials that appeal to the developers of microfluidic devices. Prior to fabrication, a design is digitally built as a detailed 3D CAD file. The design can be assembled in modules by remotely collaborating teams, and its mechanical and fluidic behavior can be simulated using finite-element modeling. As structures are created by adding materials without the need for etching or dissolution, processing is environmentally friendly and economically efficient. We predict that in the next few years, 3D printing will replace most PDMS and plastic molding techniques in academia.
Keywords: 3D printing; cytotoxicity; microfluidics; photochemistry; polymerization.
© 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim.
Figures






References
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
Miscellaneous
