

Layerless fabrication with continuous liquid interface production
- PMID: 27671641
- PMCID: PMC5081641
- DOI: 10.1073/pnas.1605271113
Layerless fabrication with continuous liquid interface production
Abstract
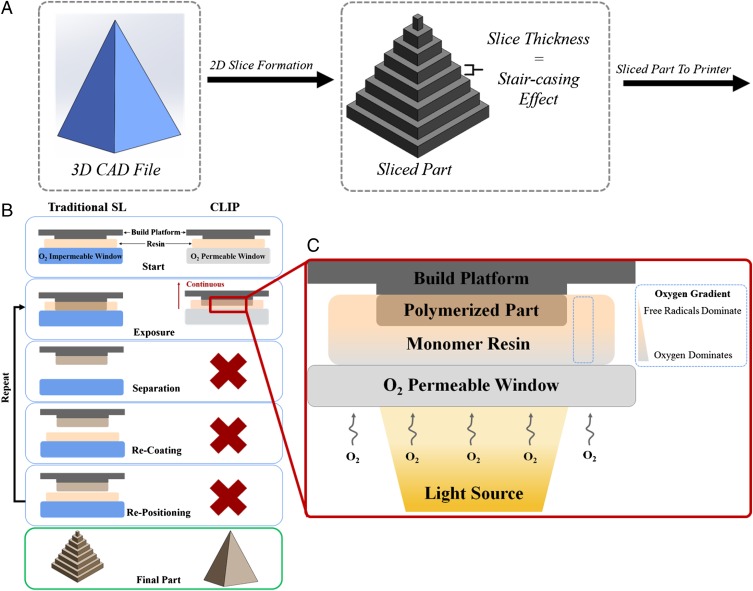
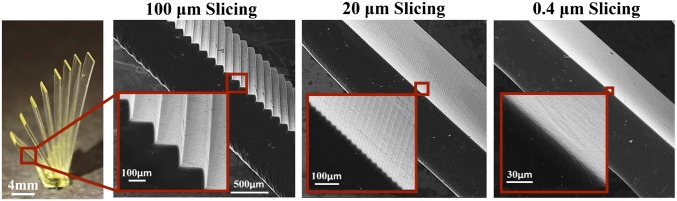
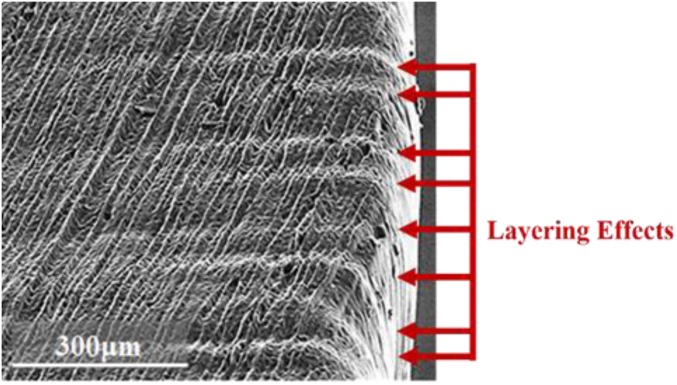
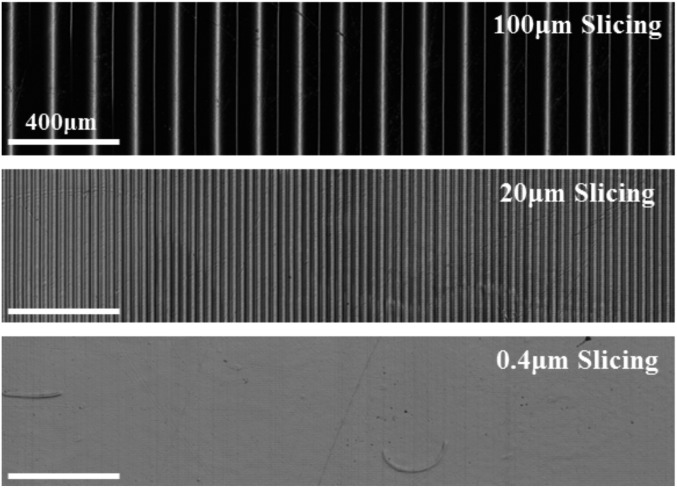
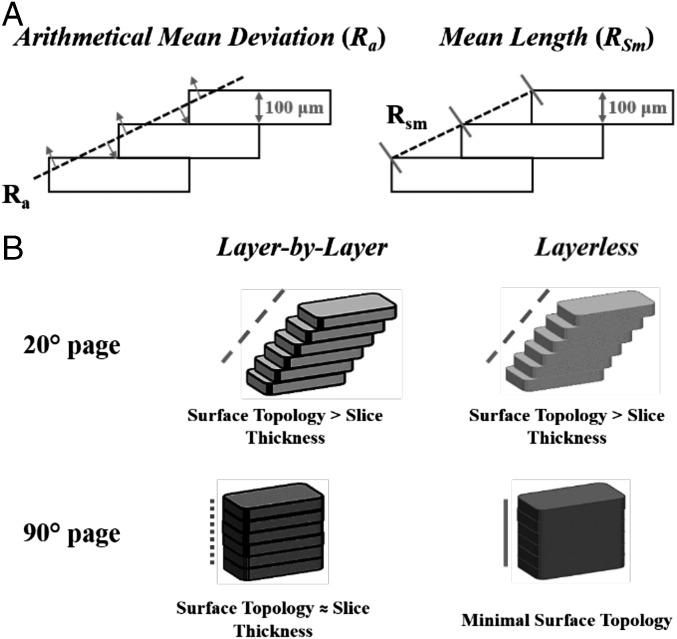
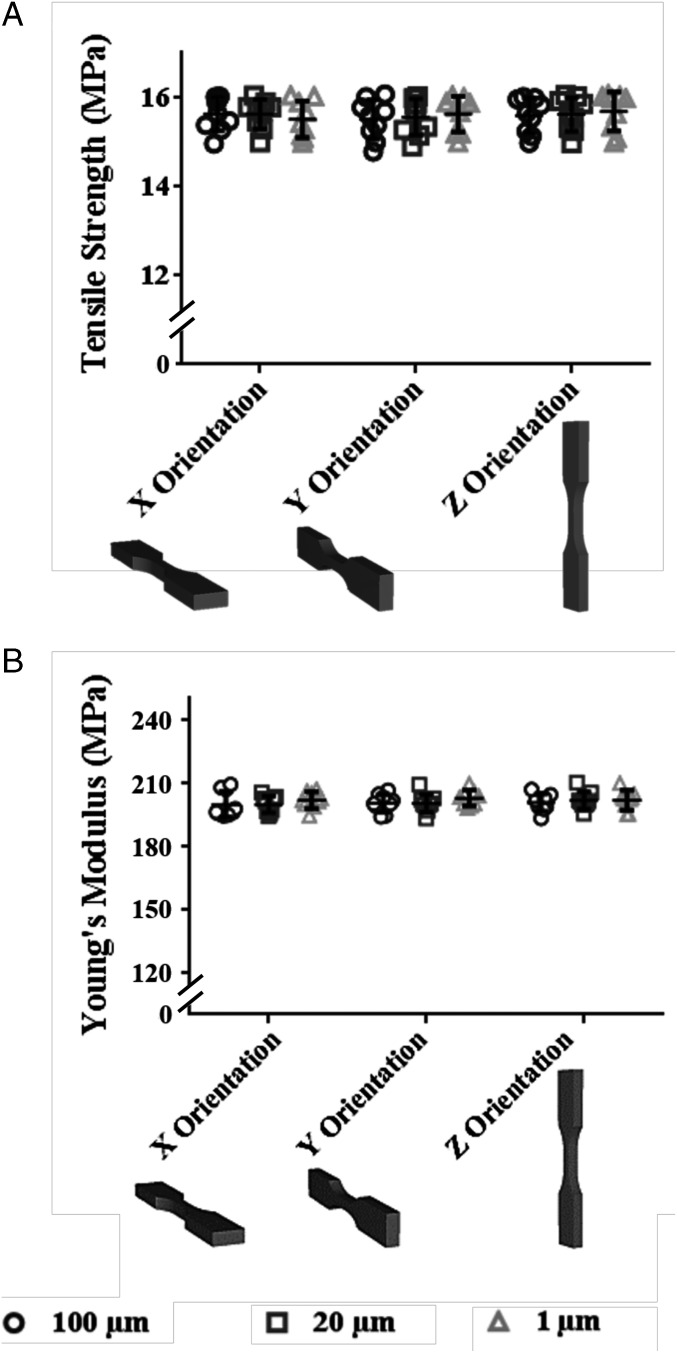
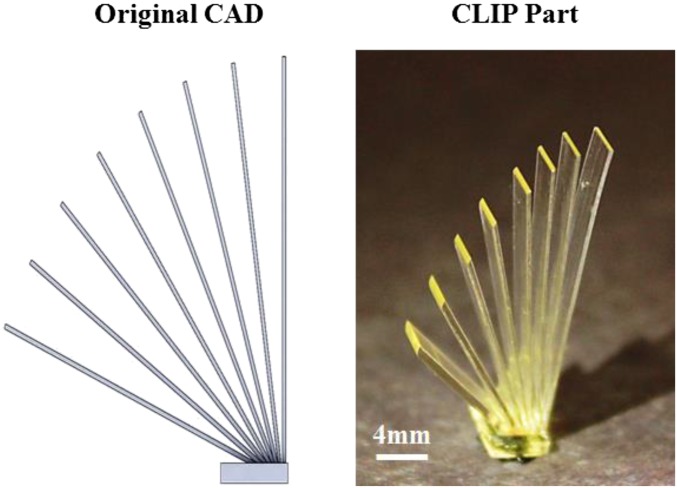
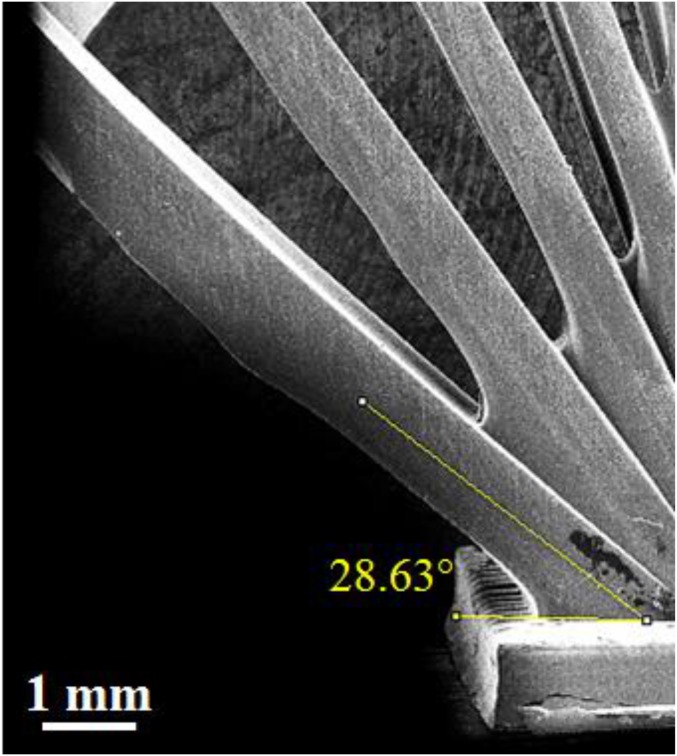
Despite the increasing popularity of 3D printing, also known as additive manufacturing (AM), the technique has not developed beyond the realm of rapid prototyping. This confinement of the field can be attributed to the inherent flaws of layer-by-layer printing and, in particular, anisotropic mechanical properties that depend on print direction, visible by the staircasing surface finish effect. Continuous liquid interface production (CLIP) is an alternative approach to AM that capitalizes on the fundamental principle of oxygen-inhibited photopolymerization to generate a continual liquid interface of uncured resin between the growing part and the exposure window. This interface eliminates the necessity of an iterative layer-by-layer process, allowing for continuous production. Herein we report the advantages of continuous production, specifically the fabrication of layerless parts. These advantages enable the fabrication of large overhangs without the use of supports, reduction of the staircasing effect without compromising fabrication time, and isotropic mechanical properties. Combined, these advantages result in multiple indicators of layerless and monolithic fabrication using CLIP technology.
Keywords: 3D printing; additive manufacturing; continuous liquid interface production; isotropic properties; stereolithogaphy.
Conflict of interest statement
J.R.T. and J.M.D. have an equity stake in Carbon, Inc., which is a venture-backed manufacturer of continuous liquid interface production equipment. Continuous liquid interface production is the subject of patent protection including issued US patents 9,205,601, 9,211,678, and 9,216,546.
Figures
References
-
- Huang SH, Liu P, Mokasdar A, Hou L. Additive manufacturing and its societal impact: A literature review. Int J Adv Manuf Technol. 2013;67(5–8):1191–1203.
-
- Lipson H, Kurman M. Fabricated : The New World of 3D Printing. Wiley; Somerset, NJ: 2013.
-
- Bartolo PJ. Stereolithography: Materials, Processes and Applications. Springer; New York: 2011.
-
- Sun C, Fang N, Wu DM, Zhang X. Projection micro-stereolithography using digital micro-mirror dynamic mask. Sens Actuators A Phys. 2005;121(1):113–120.
-
- Caulfield B, McHugh PE, Lohfeld S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J Mater Process Technol. 2007;182(1–3):477–488.
LinkOut - more resources
Full Text Sources
Other Literature Sources
