

Large-scale, thick, self-assembled, nacre-mimetic brick-walls as fire barrier coatings on textiles
- PMID: 28054589
- PMCID: PMC5215295
- DOI: 10.1038/srep39910
Large-scale, thick, self-assembled, nacre-mimetic brick-walls as fire barrier coatings on textiles
Abstract
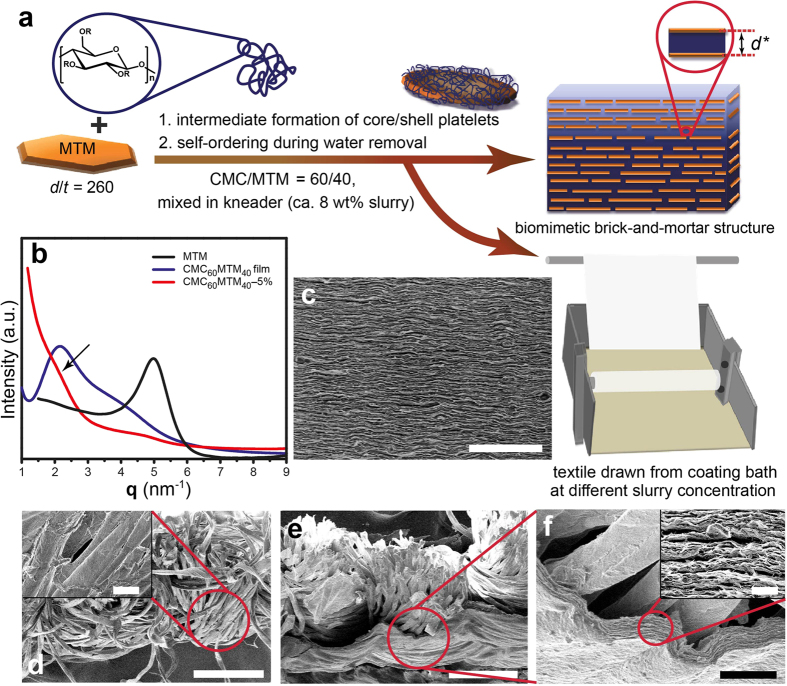
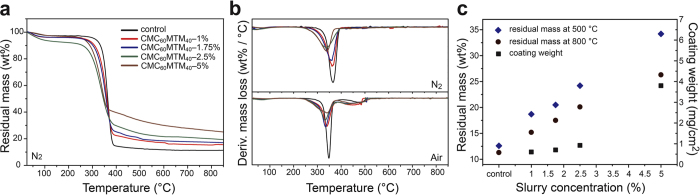
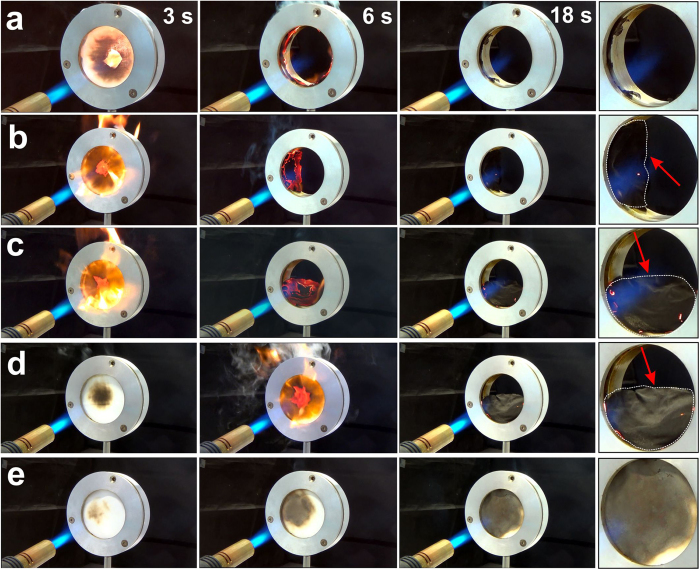
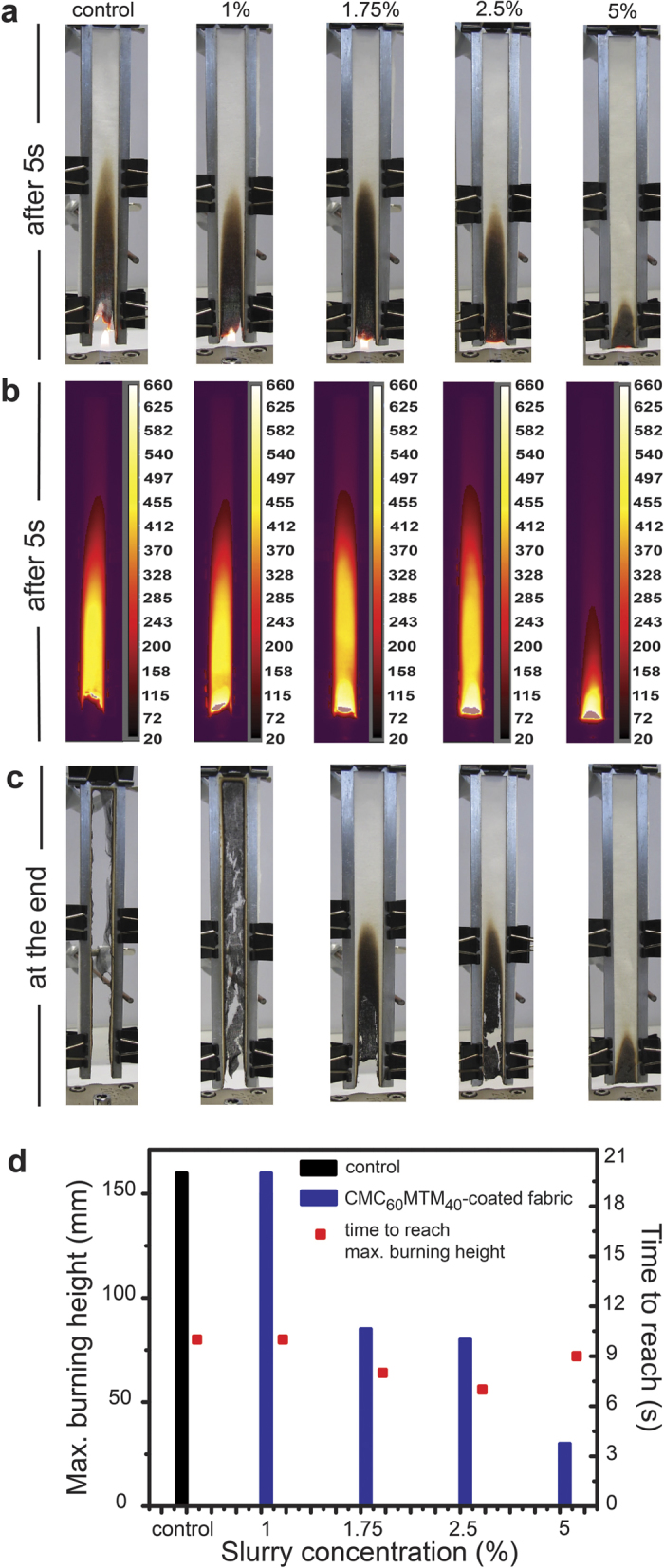
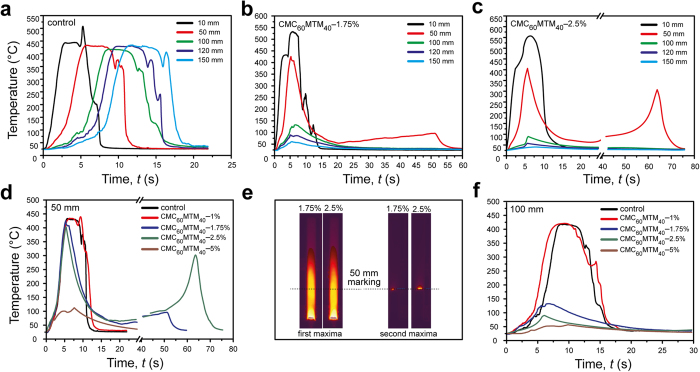
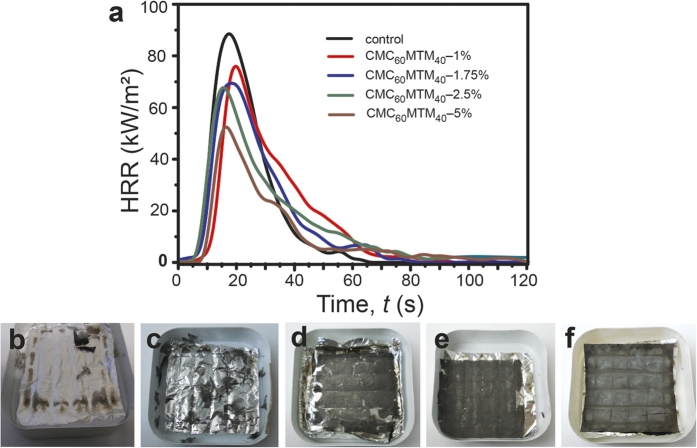
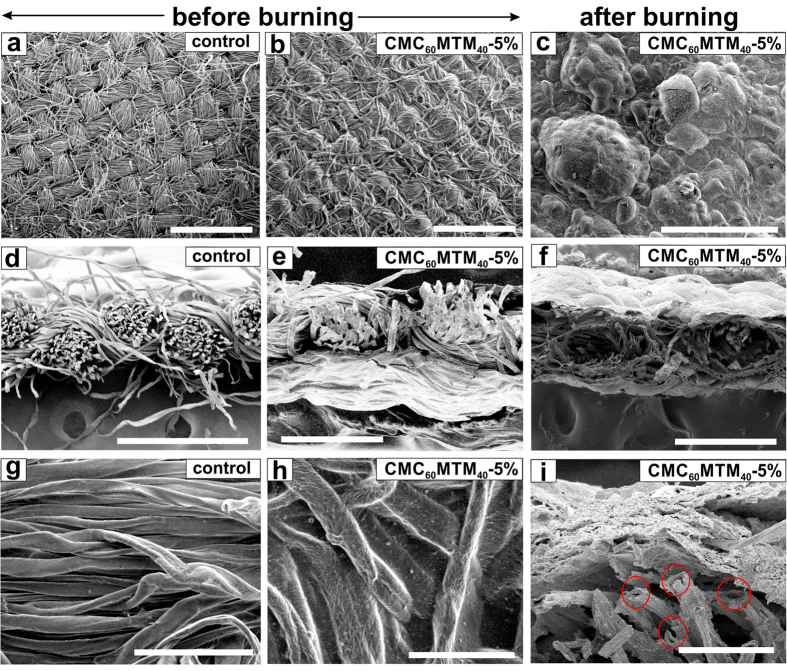
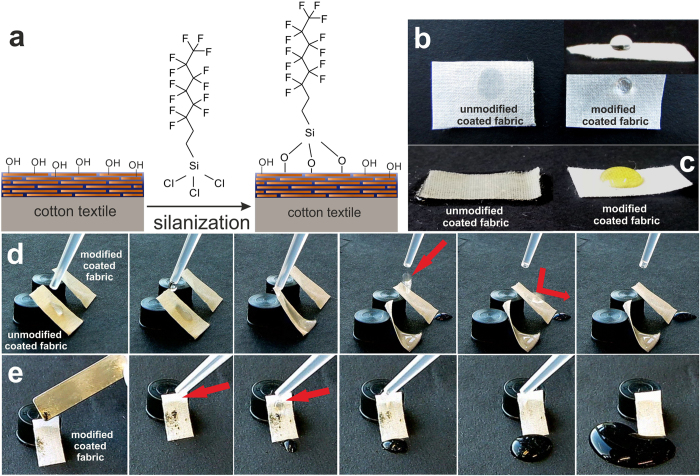
Highly loaded polymer/clay nanocomposites with layered structures are emerging as robust fire retardant surface coatings. However, time-intensive sequential deposition processes, e.g. layer-by-layer strategies, hinders obtaining large coating thicknesses and complicates an implementation into existing technologies. Here, we demonstrate a single-step, water-borne approach to prepare thick, self-assembling, hybrid fire barrier coatings of sodium carboxymethyl cellulose (CMC)/montmorillonite (MTM) with well-defined, bioinspired brick-wall nanostructure, and showcase their application on textile. The coating thickness on the textile is tailored using different concentrations of CMC/MTM (1-5 wt%) in the coating bath. While lower concentrations impart conformal coatings of fibers, thicker continuous coatings are obtained on the textile surface from highest concentration. Comprehensive fire barrier and fire retardancy tests elucidate the increasing fire barrier and retardancy properties with increasing coating thickness. The materials are free of halogen and heavy metal atoms, and are sourced from sustainable and partly even renewable building blocks. We further introduce an amphiphobic surface modification on the coating to impart oil and water repellency, as well as self-cleaning features. Hence, our study presents a generic, environmentally friendly, scalable, and one-pot coating approach that can be introduced into existing technologies to prepare bioinspired, thick, fire barrier nanocomposite coatings on diverse surfaces.
Figures
References
-
- Wakelyn P. J., Bertoniere N. R., French A. D. & Thibodeaux D. Cotton Fiber Chemistry and Technology.CRC Press & (Taylor and Francis Group): Boca-Raton, F., p 77–80 (2007).
-
- Liodakis S., Fetsis I. K. & Agiovlasitis P. J. The fire-retarding effect of inorganic phosphorus compounds on the combustion of cellulosic materials. Therm. Anal. Calorim. 98, 289−291 (2009).
-
- Wu X. & Yang C. Q. Flame Retardant Finishing of Cotton Fleece Fabric: Part III — The Combination of Maleic Acid and Sodium Hypophosphite. J. Fire Sci. 26, 351−368 (2008).
-
- Cusack P. A. In Plastics Additives, Polymer Science and Technology Series Vol. 1 Polymer Science and Technology Series Ch. 37, 339-352 (1998).
-
- Friederich B. et al. In Integrated Systems, Design and Technology 2010 (eds Fathi Madjid, Holland Alexander, Ansari Fazel & Weber Christian) Ch. 5, 47–58 (Springer: Berlin Heidelberg,) (2011).
Publication types
LinkOut - more resources
Full Text Sources
Other Literature Sources
