

Polymers for 3D Printing and Customized Additive Manufacturing
- PMID: 28756658
- PMCID: PMC5553103
- DOI: 10.1021/acs.chemrev.7b00074
Polymers for 3D Printing and Customized Additive Manufacturing
Abstract
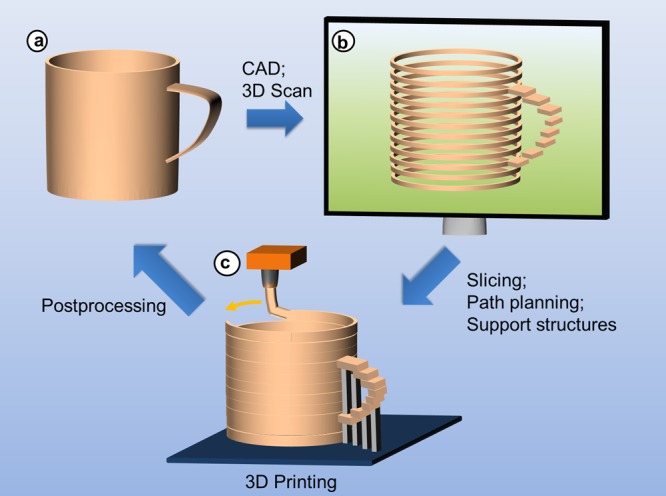
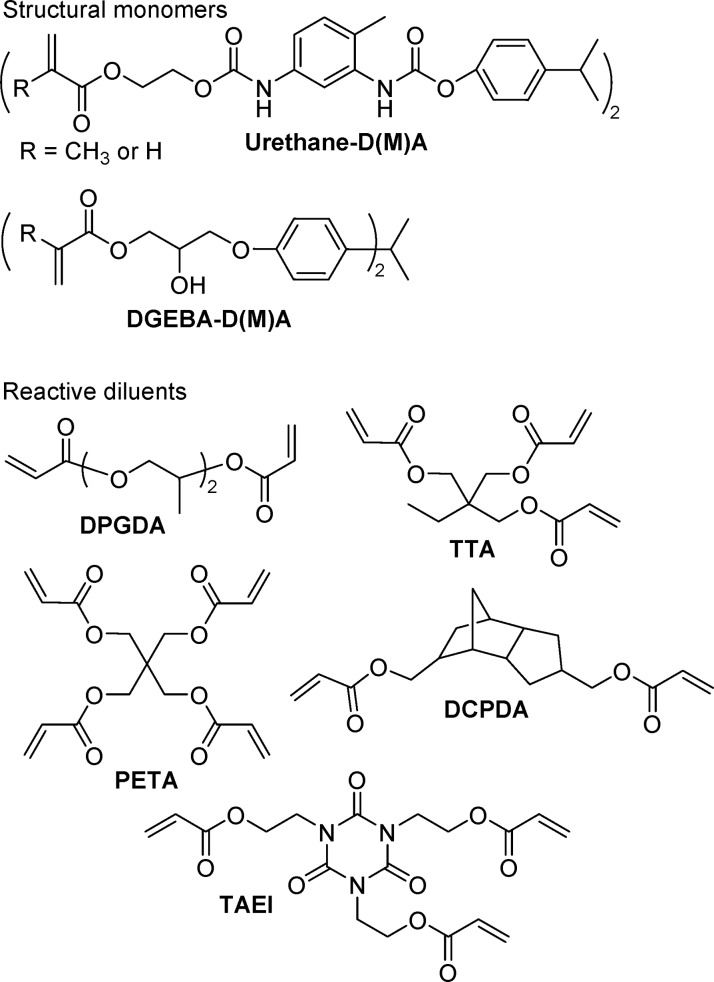
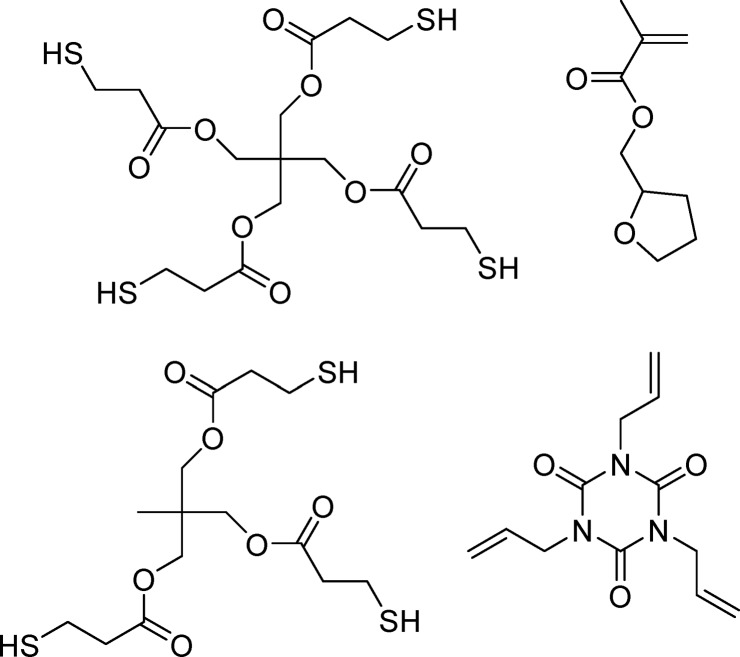
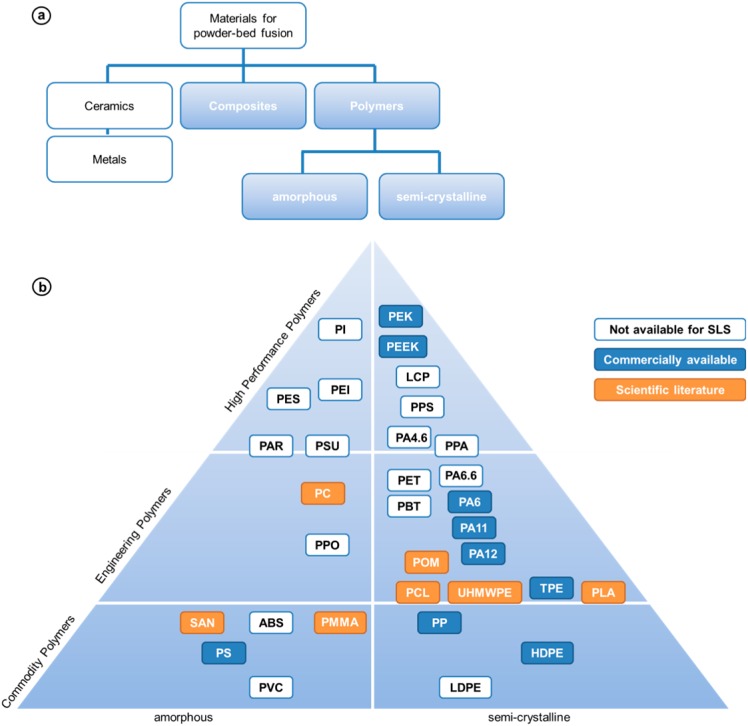
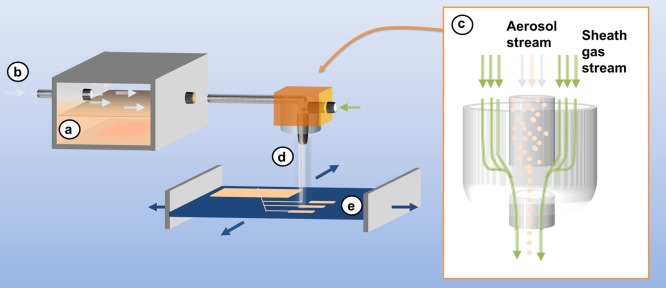
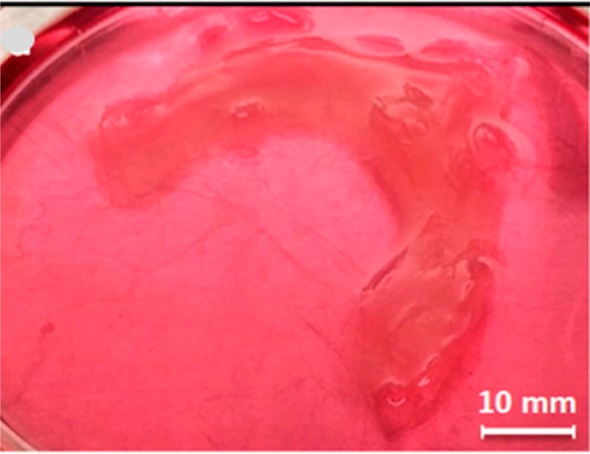
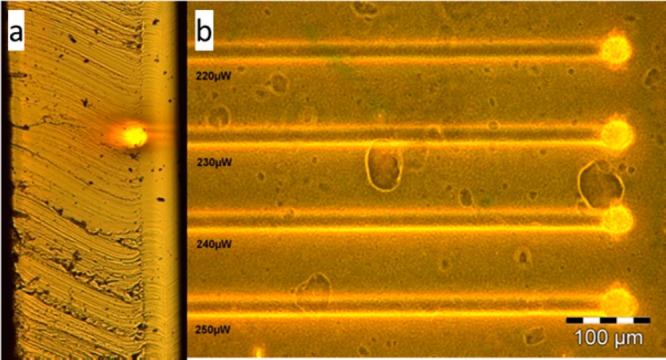
Additive manufacturing (AM) alias 3D printing translates computer-aided design (CAD) virtual 3D models into physical objects. By digital slicing of CAD, 3D scan, or tomography data, AM builds objects layer by layer without the need for molds or machining. AM enables decentralized fabrication of customized objects on demand by exploiting digital information storage and retrieval via the Internet. The ongoing transition from rapid prototyping to rapid manufacturing prompts new challenges for mechanical engineers and materials scientists alike. Because polymers are by far the most utilized class of materials for AM, this Review focuses on polymer processing and the development of polymers and advanced polymer systems specifically for AM. AM techniques covered include vat photopolymerization (stereolithography), powder bed fusion (SLS), material and binder jetting (inkjet and aerosol 3D printing), sheet lamination (LOM), extrusion (FDM, 3D dispensing, 3D fiber deposition, and 3D plotting), and 3D bioprinting. The range of polymers used in AM encompasses thermoplastics, thermosets, elastomers, hydrogels, functional polymers, polymer blends, composites, and biological systems. Aspects of polymer design, additives, and processing parameters as they relate to enhancing build speed and improving accuracy, functionality, surface finish, stability, mechanical properties, and porosity are addressed. Selected applications demonstrate how polymer-based AM is being exploited in lightweight engineering, architecture, food processing, optics, energy technology, dentistry, drug delivery, and personalized medicine. Unparalleled by metals and ceramics, polymer-based AM plays a key role in the emerging AM of advanced multifunctional and multimaterial systems including living biological systems as well as life-like synthetic systems.
Conflict of interest statement
The authors declare no competing financial interest.
Figures














































































References
-
- Gebhardt A.Rapid Prototyping; Hanser Verlag: Munich, DE, 2003.
-
- ASTM International - Standards Worldwide; http://www.astm.org/ (accessed Mar 25, 2014).
-
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, 2012.
-
- Jacobs P. F.Stereolithography and Other RP&M Technologies - from Rapid Prototyping to Rapid Tooling; SME Publications: Dearborn, MI, 1996.
-
- Jacobs P. F.; Reid D. T.. Rapid Prototyping & Manufacturing: Fundamentals of Stereolithography; Society of Manufacturing Engineers: Dearborn, MI, 1992.
LinkOut - more resources
Full Text Sources
Other Literature Sources
Miscellaneous
