Fabrication of fillable microparticles and other complex 3D microstructures
- PMID: 28912242
- PMCID: PMC6510330
- DOI: 10.1126/science.aaf7447
Fabrication of fillable microparticles and other complex 3D microstructures
Abstract
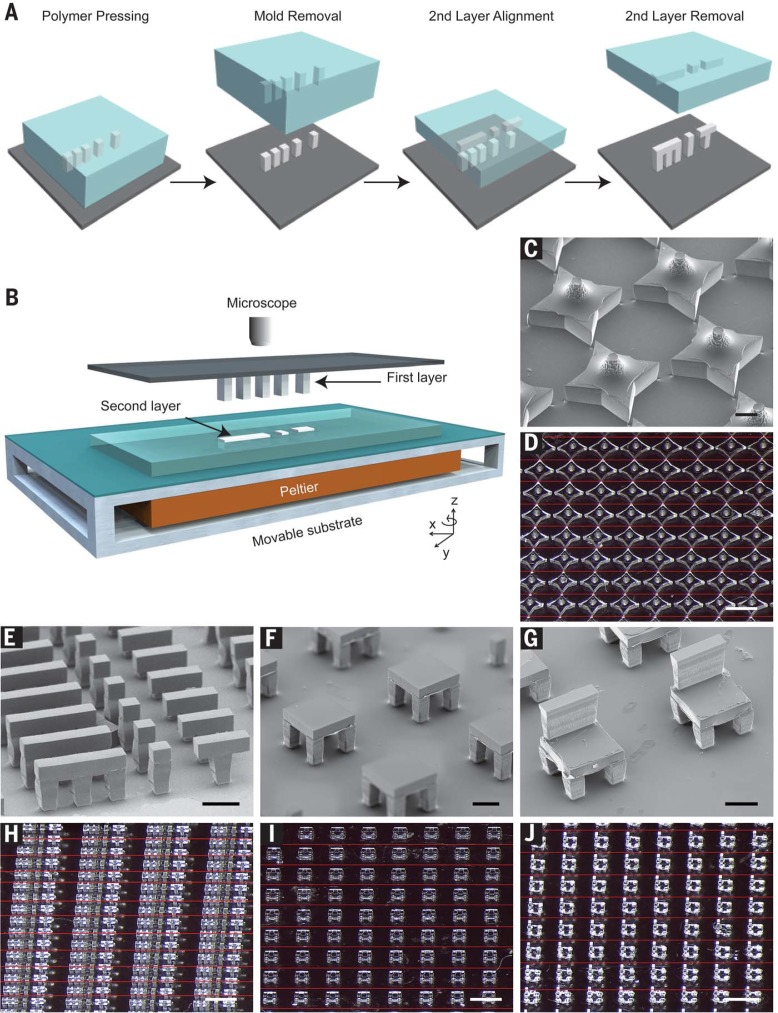
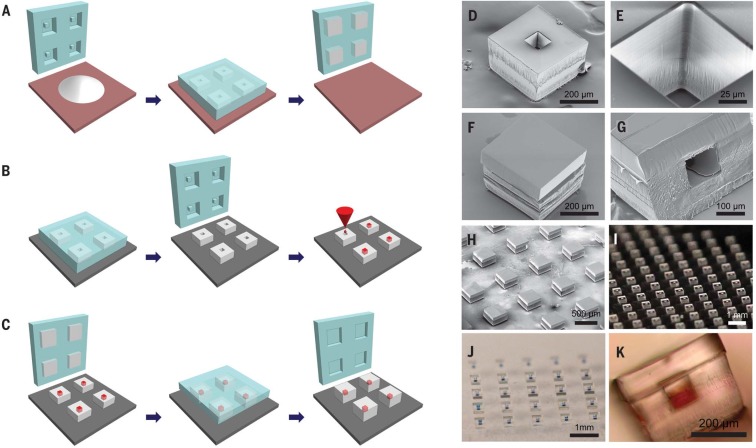
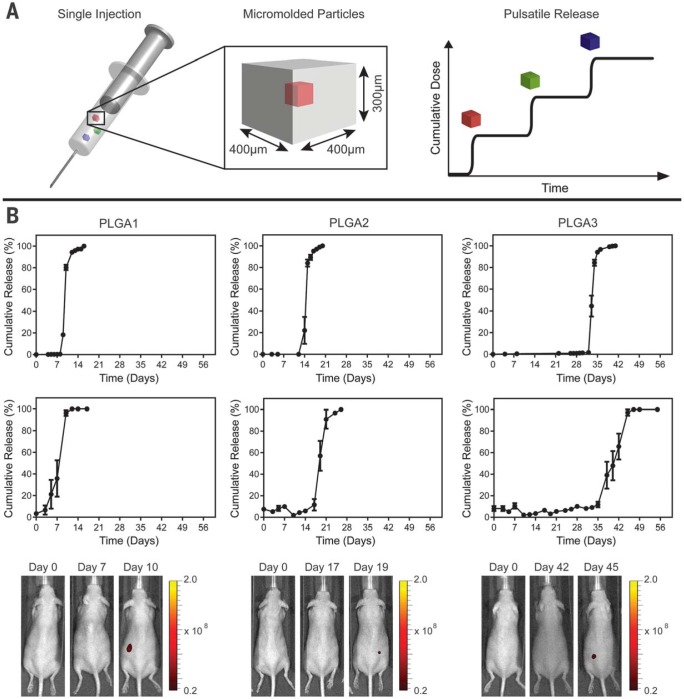
Three-dimensional (3D) microstructures created by microfabrication and additive manufacturing have demonstrated value across a number of fields, ranging from biomedicine to microelectronics. However, the techniques used to create these devices each have their own characteristic set of advantages and limitations with regards to resolution, material compatibility, and geometrical constraints that determine the types of microstructures that can be formed. We describe a microfabrication method, termed StampEd Assembly of polymer Layers (SEAL), and create injectable pulsatile drug-delivery microparticles, pH sensors, and 3D microfluidic devices that we could not produce using traditional 3D printing. SEAL allows us to generate microstructures with complex geometry at high resolution, produce fully enclosed internal cavities containing a solid or liquid, and use potentially any thermoplastic material without processing additives.
Copyright © 2017 The Authors, some rights reserved; exclusive licensee American Association for the Advancement of Science. No claim to original U.S. Government Works.
Figures
References
-
- Xu Q., et al. , Nanoscale 7, 10883–10895 (2015). - PubMed
-
- Jakus A. E., et al. , ACS Nano 9, 4636–4648 (2015). - PubMed
-
- LaVan D. A., McGuire T., Langer R., Nat. Biotechnol. 21, 1184–1191 (2003). - PubMed
-
- Jones N., Nature 487, 22–23 (2012). - PubMed
-
- Lewis J. A., Novel inks for direct writing in three dimensions. Digital Fabrication 2005, Final Program and Proceedings, 142 (2005).
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources