

3D printing from cardiovascular CT: a practical guide and review
- PMID: 29255693
- PMCID: PMC5716949
- DOI: 10.21037/cdt.2017.01.12
3D printing from cardiovascular CT: a practical guide and review
Abstract
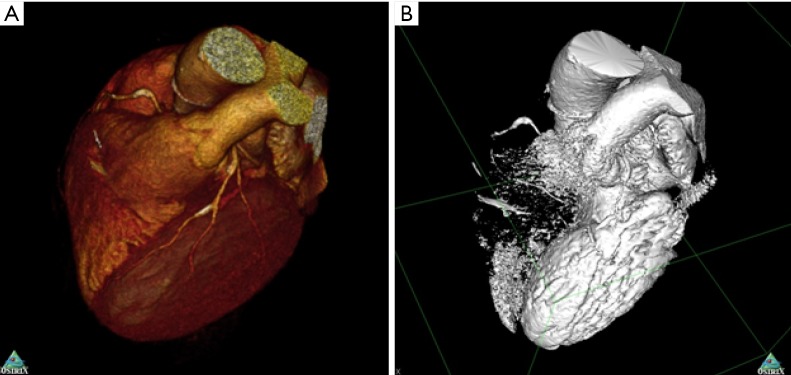
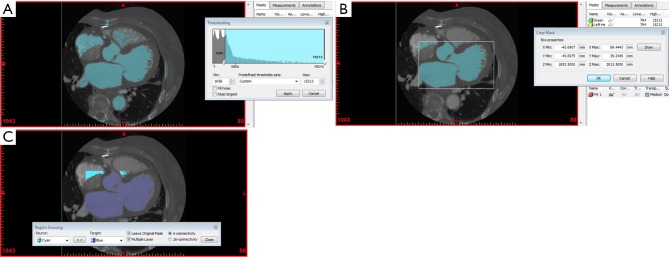
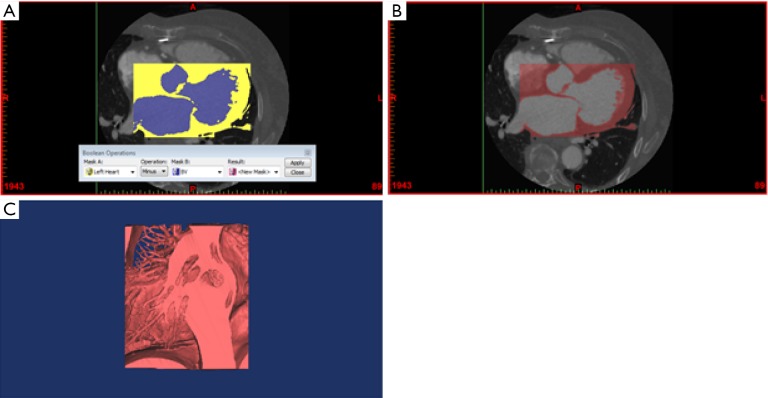
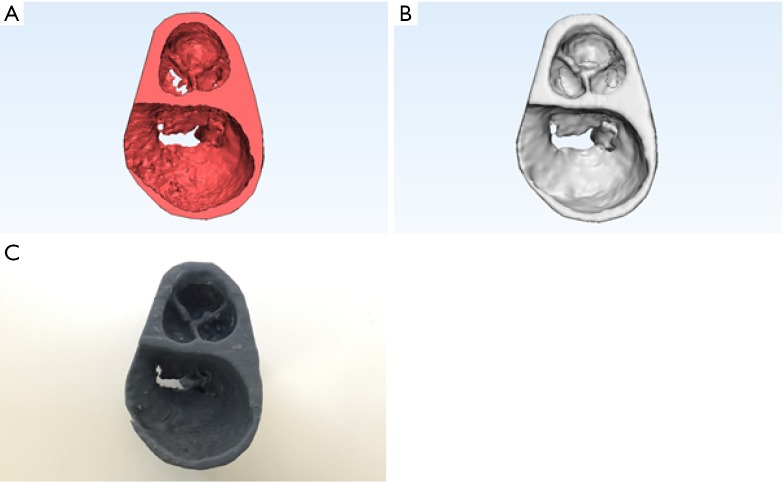
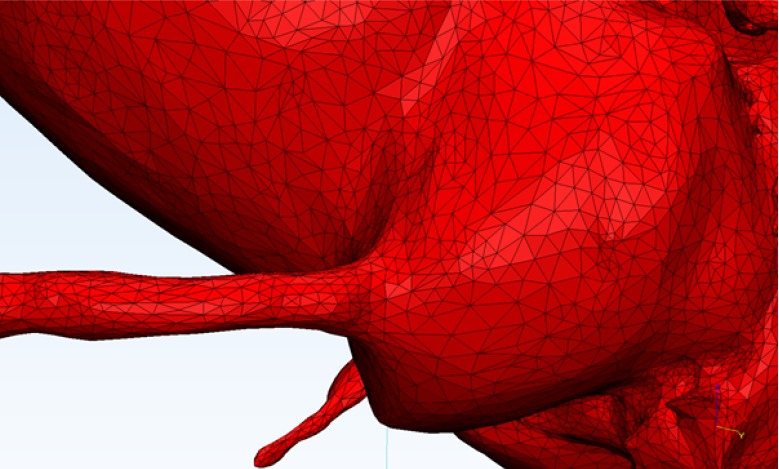
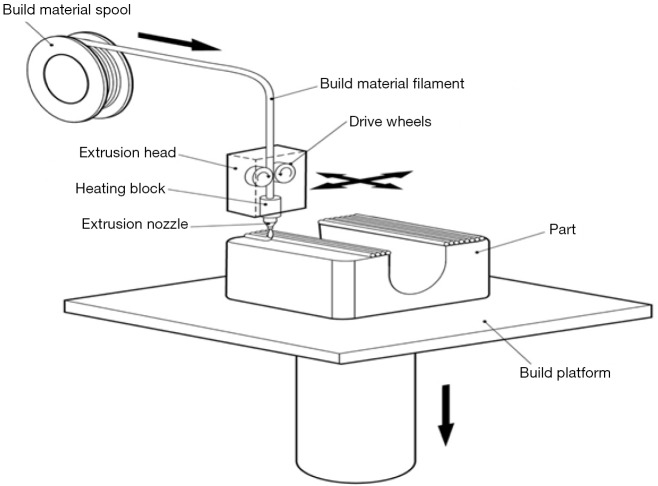
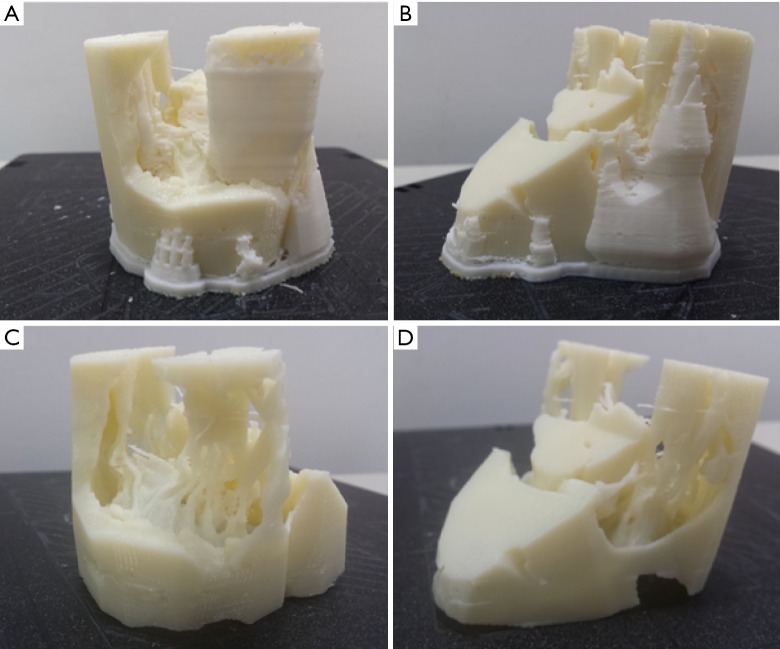
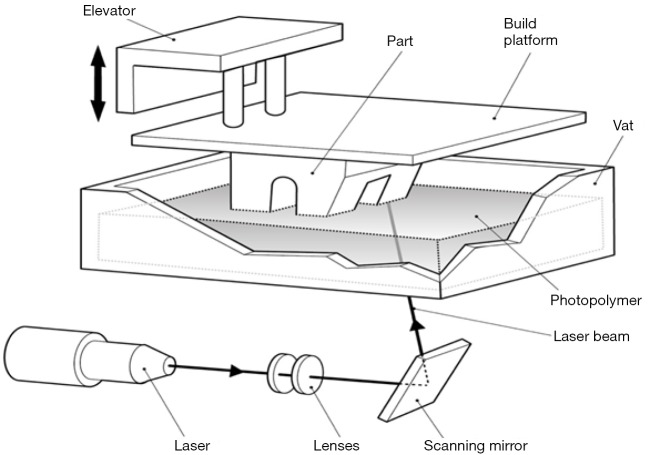
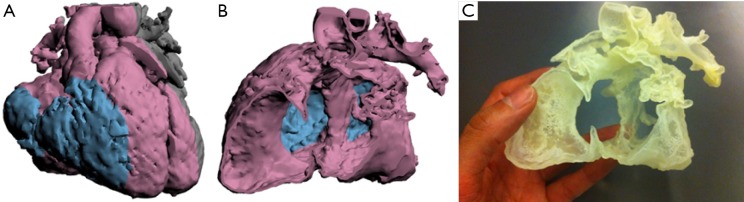
Current cardiovascular imaging techniques allow anatomical relationships and pathological conditions to be captured in three dimensions. Three-dimensional (3D) printing, or rapid prototyping, has also become readily available and made it possible to transform virtual reconstructions into physical 3D models. This technology has been utilised to demonstrate cardiovascular anatomy and disease in clinical, research and educational settings. In particular, 3D models have been generated from cardiovascular computed tomography (CT) imaging data for purposes such as surgical planning and teaching. This review summarises applications, limitations and practical steps required to create a 3D printed model from cardiovascular CT.
Keywords: 3D printing; Cardiovascular computed tomography (CT); Three-dimensional (3D) model.
Conflict of interest statement
Conflicts of Interest: The authors have no conflicts of interest to declare.
Figures




References
-
- Lee JW, Lee G, Lee NK, et al. Effectiveness of Adaptive Statistical Iterative Reconstruction for 64-Slice Dual-Energy Computed Tomography Pulmonary Angiography in Patients With a Reduced Iodine Load: Comparison With Standard Computed Tomography Pulmonary Angiography. J Comput Assist Tomogr 2016;40:777-83. 10.1097/RCT.0000000000000443 - DOI - PubMed
-
- Tandon A, Byrne N, Nieves Velasco Forte Mde L, et al. Use of a semi-automated cardiac segmentation tool improves reproducibility and speed of segmentation of contaminated right heart magnetic resonance angiography. Int J Cardiovasc Imaging 2016;32:1273-9. 10.1007/s10554-016-0906-0 - DOI - PMC - PubMed
Publication types
LinkOut - more resources
Full Text Sources
Other Literature Sources