

Ductile and brittle transition behavior of titanium alloys in ultra-precision machining
- PMID: 29500386
- PMCID: PMC5834465
- DOI: 10.1038/s41598-018-22329-2
Ductile and brittle transition behavior of titanium alloys in ultra-precision machining
Abstract
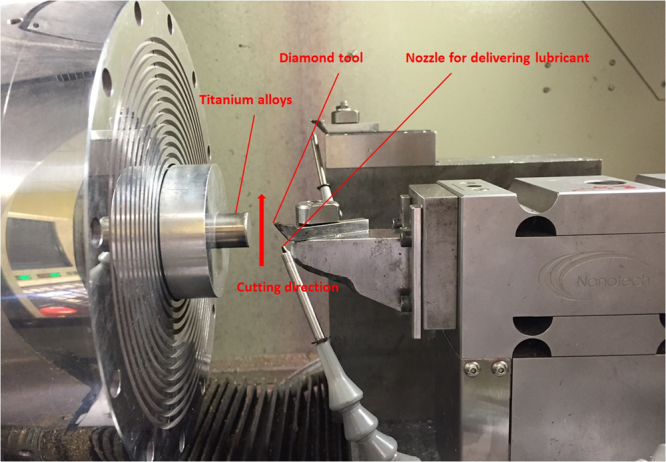
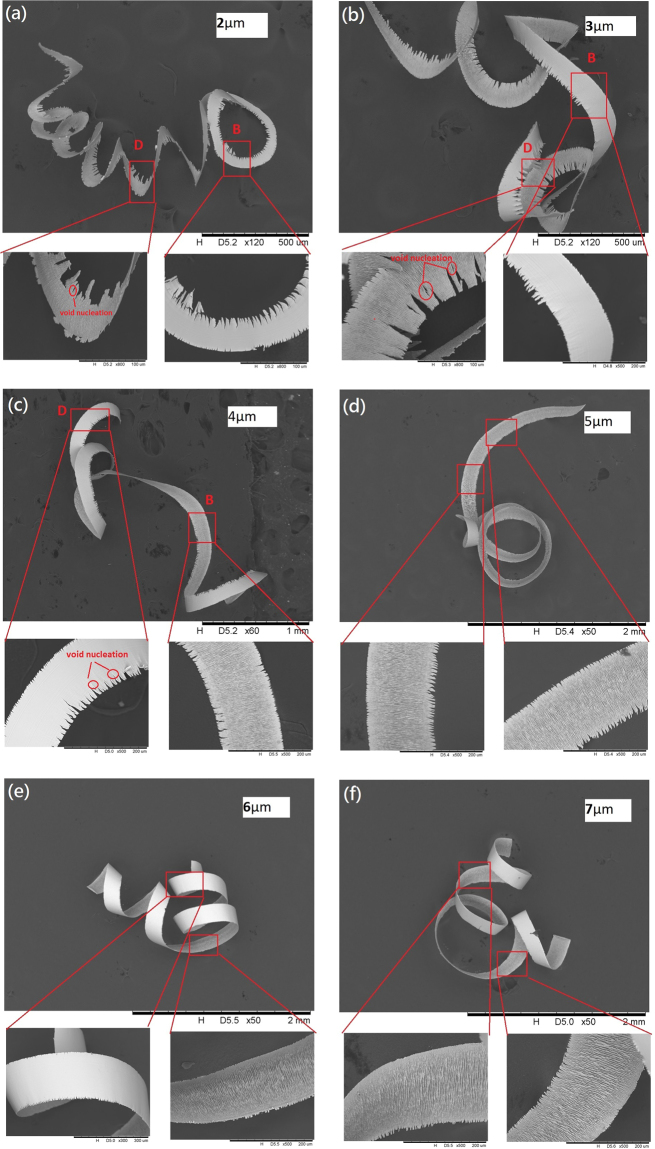
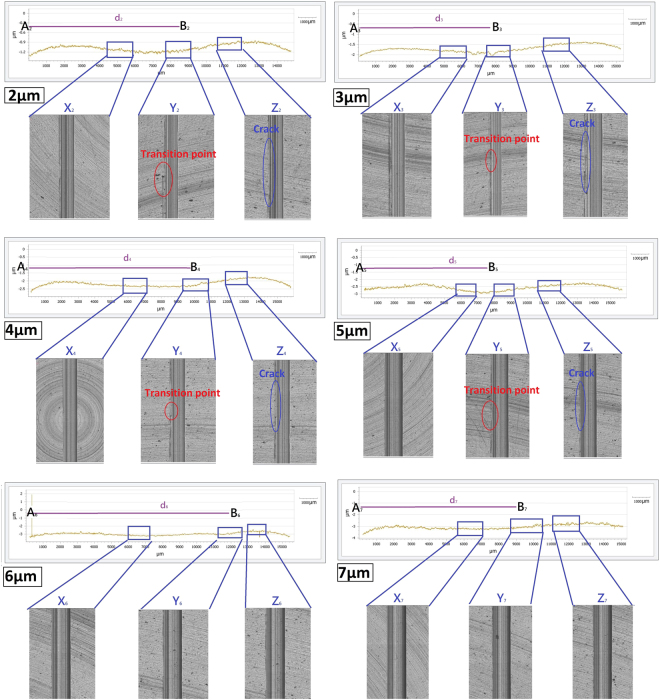
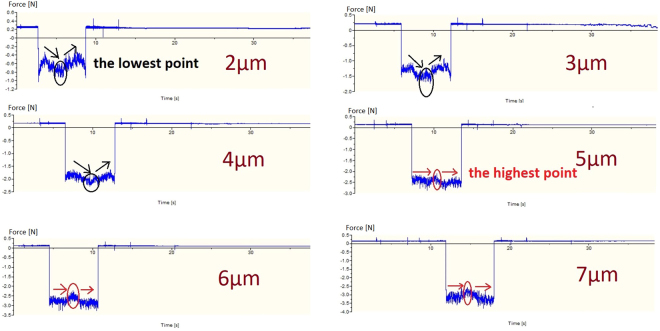
Titanium alloys are extensively applied in biomedical industries due to their excellent material properties. However, they are recognized as difficult to cut materials due to their low thermal conductivity, which induces a complexity to their deformation mechanisms and restricts precise productions. This paper presents a new observation about the removal regime of titanium alloys. The experimental results, including the chip formation, thrust force signal and surface profile, showed that there was a critical cutting distance to achieve better surface integrity of machined surface. The machined areas with better surface roughness were located before the clear transition point, defining as the ductile to brittle transition. The machined area at the brittle region displayed the fracture deformation which showed cracks on the surface edge. The relationship between depth of cut and the ductile to brittle transaction behavior of titanium alloys in ultra-precision machining(UPM) was also revealed in this study, it showed that the ductile to brittle transaction behavior of titanium alloys occurred mainly at relatively small depth of cut. The study firstly defines the ductile to brittle transition behavior of titanium alloys in UPM, contributing the information of ductile machining as an optimal machining condition for precise productions of titanium alloys.
Conflict of interest statement
The authors declare no competing interests.
Figures



References
-
- Ezugwu EO, Wang ZM. Titanium alloys and their machinability—a review. Journal of materials processing technology. 1997;68.3:262–274. doi: 10.1016/S0924-0136(96)00030-1. - DOI
-
- Arrazola PJ, et al. Machinability of titanium alloys (Ti6Al4V and Ti555. 3) Journal of materials processing technology. 2009;209(5):2223–2230. doi: 10.1016/j.jmatprotec.2008.06.020. - DOI
-
- Pramanik A. Problems and solutions in machining of titanium alloys. The International Journal of Advanced Manufacturing Technology. 2014;70(5-8):919–928. doi: 10.1007/s00170-013-5326-x. - DOI
-
- Nouari M, Makich H. Experimental investigation on the effect of the material microstructure on tool wear when machining hard titanium alloys: Ti–6Al–4V and Ti-555. International Journal of Refractory Metals and Hard Materials. 2013;41:259–269. doi: 10.1016/j.ijrmhm.2013.04.011. - DOI
-
- Khorev AI. High-strength titanium alloy VT23 and its applications in advanced welded and brazed structures. Welding International. 2010;24(4):276–281. doi: 10.1080/09507110903319925. - DOI
LinkOut - more resources
Full Text Sources
Other Literature Sources
