

Expert-guided optimization for 3D printing of soft and liquid materials
- PMID: 29621286
- PMCID: PMC5886457
- DOI: 10.1371/journal.pone.0194890
Expert-guided optimization for 3D printing of soft and liquid materials
Abstract
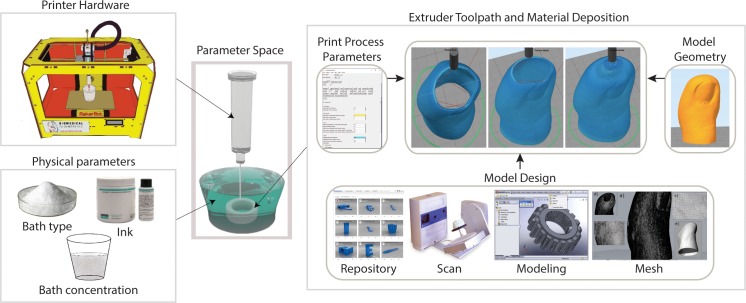
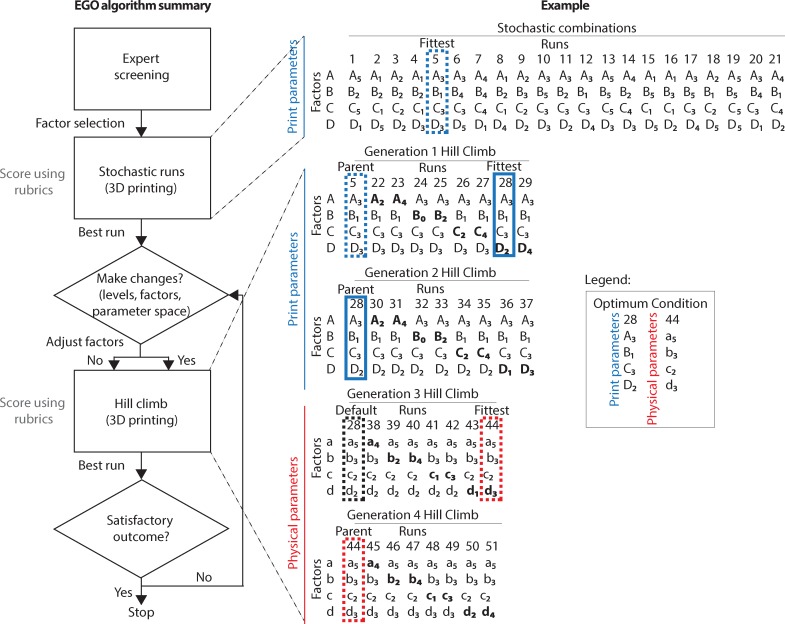
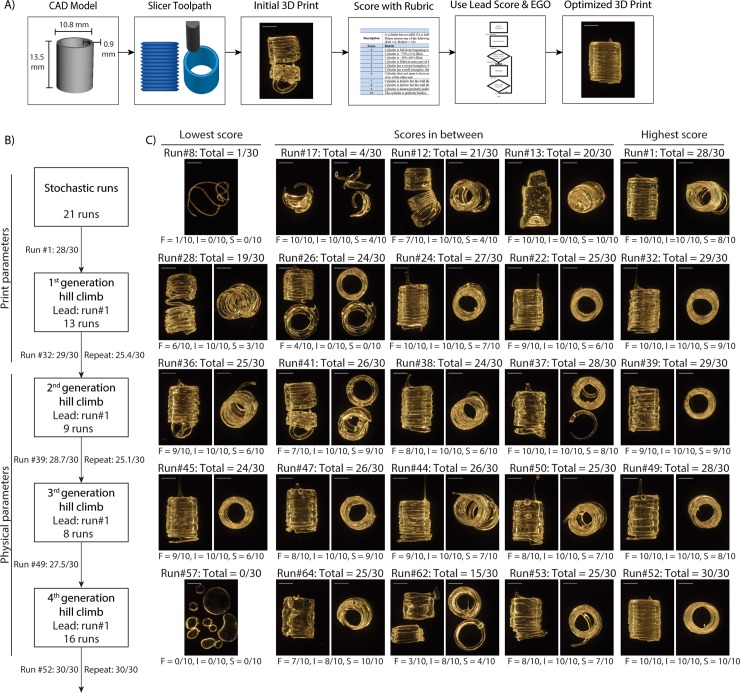
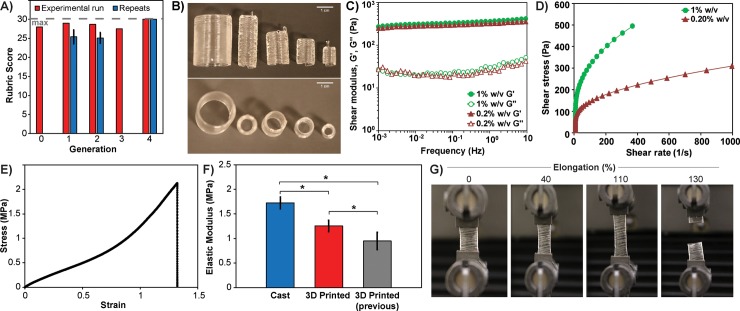
Additive manufacturing (AM) has rapidly emerged as a disruptive technology to build mechanical parts, enabling increased design complexity, low-cost customization and an ever-increasing range of materials. Yet these capabilities have also created an immense challenge in optimizing the large number of process parameters in order achieve a high-performance part. This is especially true for AM of soft, deformable materials and for liquid-like resins that require experimental printing methods. Here, we developed an expert-guided optimization (EGO) strategy to provide structure in exploring and improving the 3D printing of liquid polydimethylsiloxane (PDMS) elastomer resin. EGO uses three steps, starting first with expert screening to select the parameter space, factors, and factor levels. Second is a hill-climbing algorithm to search the parameter space defined by the expert for the best set of parameters. Third is expert decision making to try new factors or a new parameter space to improve on the best current solution. We applied the algorithm to two calibration objects, a hollow cylinder and a five-sided hollow cube that were evaluated based on a multi-factor scoring system. The optimum print settings were then used to print complex PDMS and epoxy 3D objects, including a twisted vase, water drop, toe, and ear, at a level of detail and fidelity previously not obtained.
Conflict of interest statement
Figures


References
-
- Wehner M, Truby RL, Fitzgerald DJ, Mosadegh B, Whitesides GM, Lewis JA, et al. An integrated design and fabrication strategy for entirely soft, autonomous robots. Nature. 2016;536(7617):451–5. doi: 10.1038/nature19100 - DOI - PubMed
-
- Lind JU, Busbee TA, Valentine AD, Pasqualini FS, Yuan H, Yadid M, et al. Instrumented cardiac microphysiological devices via multimaterial three-dimensional printing. Nat Mater. 2017;16(3):303–8. doi: 10.1038/nmat4782 - DOI - PMC - PubMed
-
- Mohamed OA, Masood SH, Bhowmik JL. Optimization of fused deposition modeling process parameters: a review of current research and future prospects. Adv Manuf. 2015;3(1):42–53.
Publication types
MeSH terms
LinkOut - more resources
Full Text Sources
Other Literature Sources
