

Cost-effective rapid prototyping and assembly of poly(methyl methacrylate) microfluidic devices
- PMID: 29725034
- PMCID: PMC5934357
- DOI: 10.1038/s41598-018-25202-4
Cost-effective rapid prototyping and assembly of poly(methyl methacrylate) microfluidic devices
Abstract
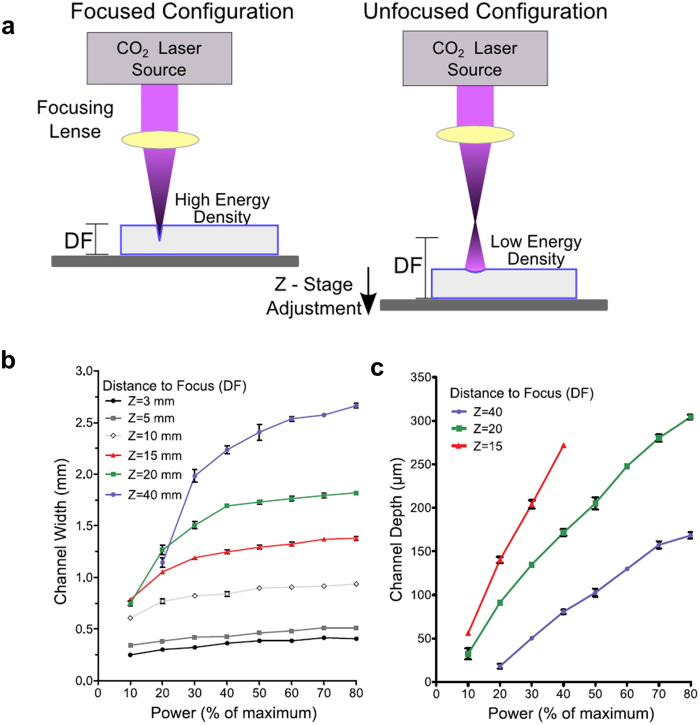
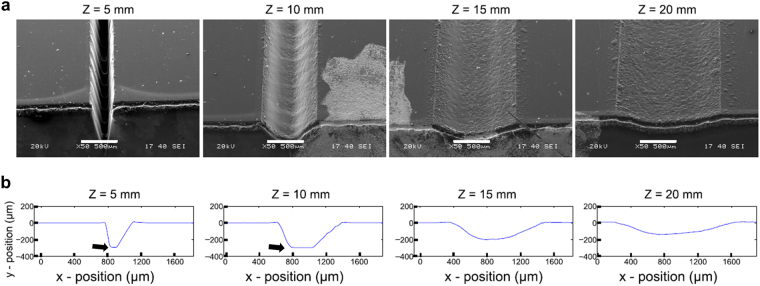
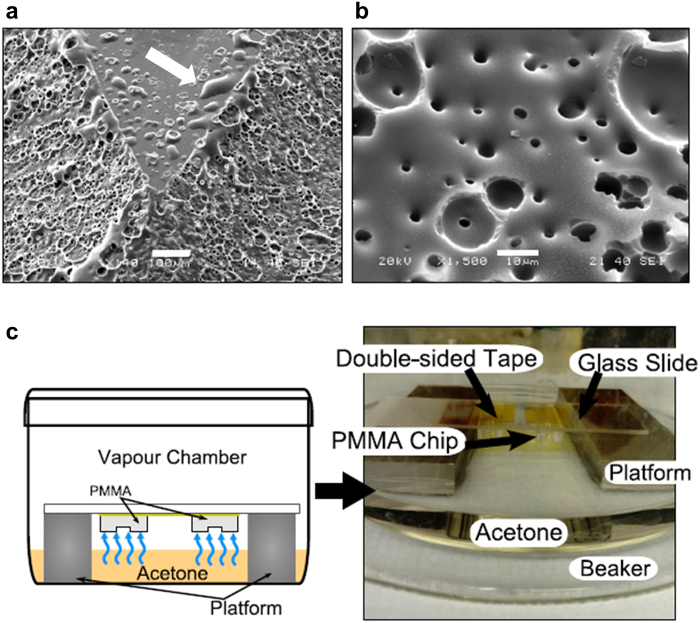
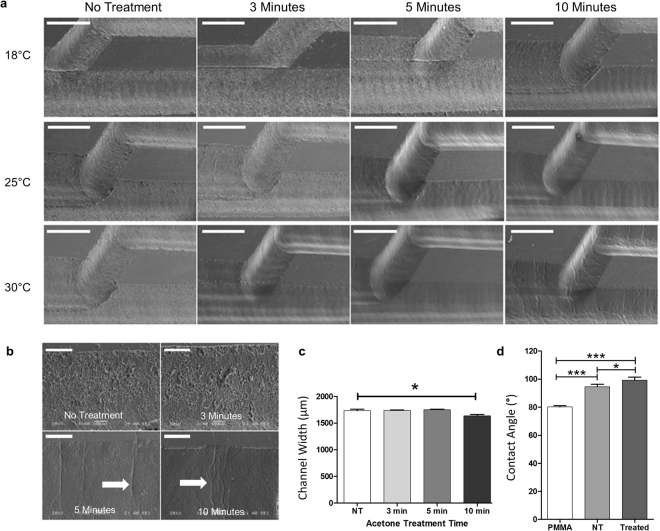
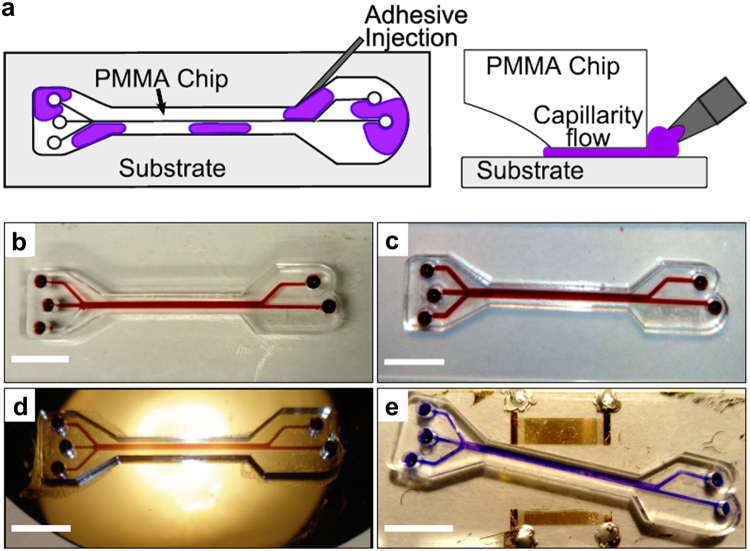
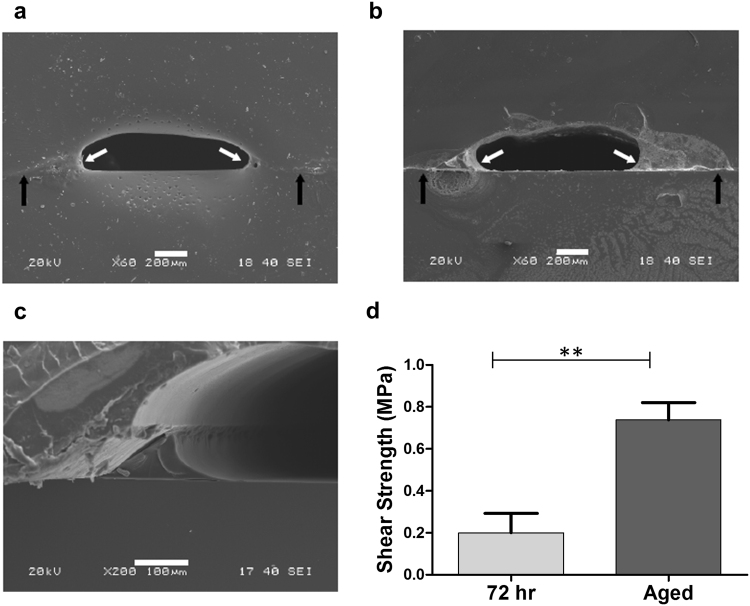
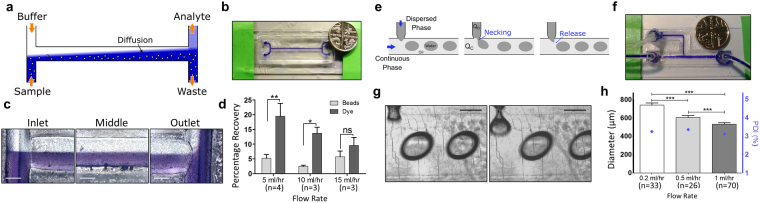
The difficulty in translating conventional microfluidics from laboratory prototypes to commercial products has shifted research efforts towards thermoplastic materials for their higher translational potential and amenability to industrial manufacturing. Here, we present an accessible method to fabricate and assemble polymethyl methacrylate (PMMA) microfluidic devices in a "mask-less" and cost-effective manner that can be applied to manufacture a wide range of designs due to its versatility. Laser micromachining offers high flexibility in channel dimensions and morphology by controlling the laser properties, while our two-step surface treatment based on exposure to acetone vapour and low-temperature annealing enables improvement of the surface quality without deformation of the device. Finally, we demonstrate a capillarity-driven adhesive delivery bonding method that can produce an effective seal between PMMA devices and a variety of substrates, including glass, silicon and LiNbO3. We illustrate the potential of this technique with two microfluidic devices, an H-filter and a droplet generator. The technique proposed here offers a low entry barrier for the rapid prototyping of thermoplastic microfluidics, enabling iterative design for laboratories without access to conventional microfabrication equipment.
Conflict of interest statement
The authors declare no competing interests.
Figures
References
-
- Li JM, et al. PMMA microfluidic devices with three-dimensional features for blood cell filtration. J. Micromech. Microeng. 2008;18:095021. doi: 10.1088/0960-1317/18/9/095021. - DOI
-
- Wang Y, He Q, Dong Y, Chen H. In-channel modification of biosensor electrodes integrated on a polycarbonate microfluidic chip for micro flow-injection amperometric determination of glucose. Sens. Actuator B-Chem. 2010;145:553–560. doi: 10.1016/j.snb.2009.11.068. - DOI
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
