

Application of Ultra-Small Micro Grinding and Micro Milling Tools: Possibilities and Limitations
- PMID: 30400451
- PMCID: PMC6190133
- DOI: 10.3390/mi8090261
Application of Ultra-Small Micro Grinding and Micro Milling Tools: Possibilities and Limitations
Abstract
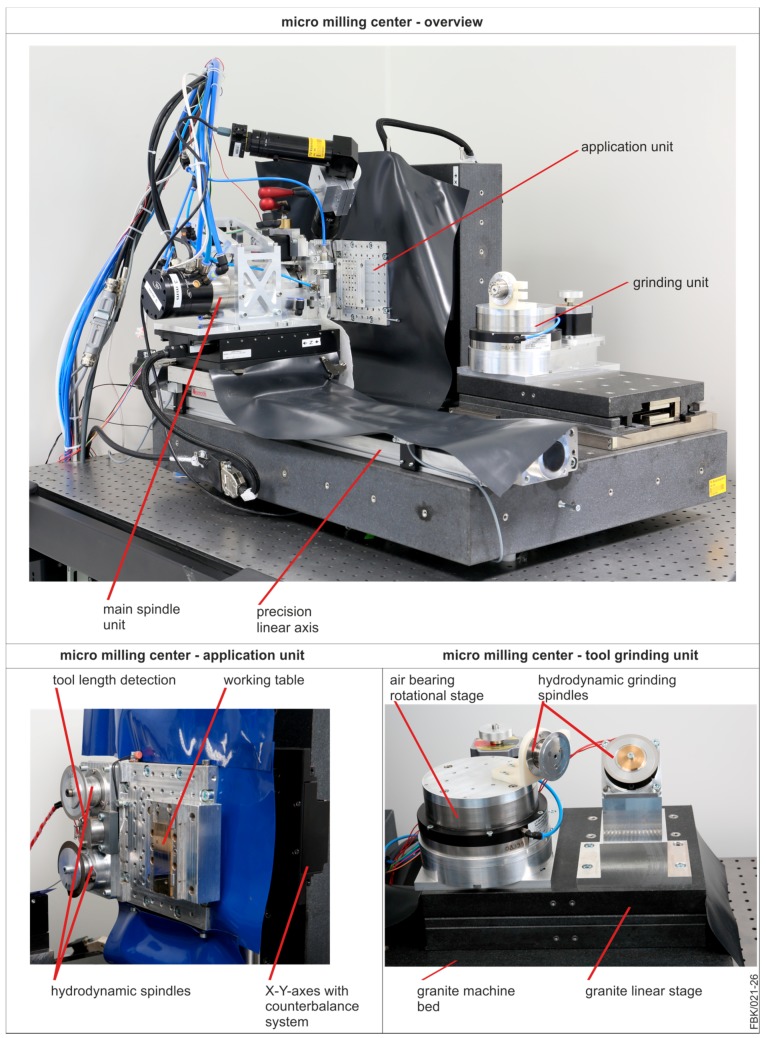
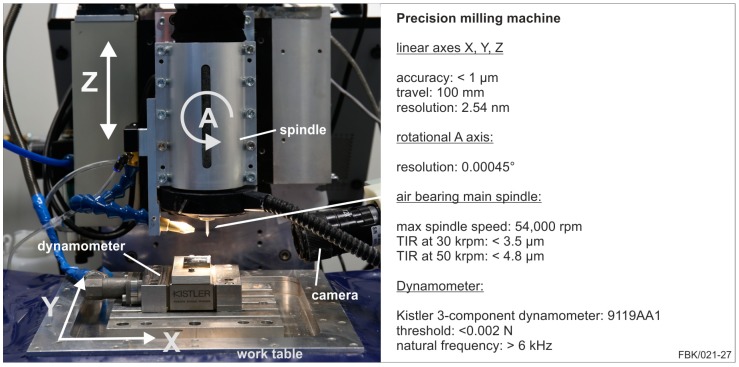
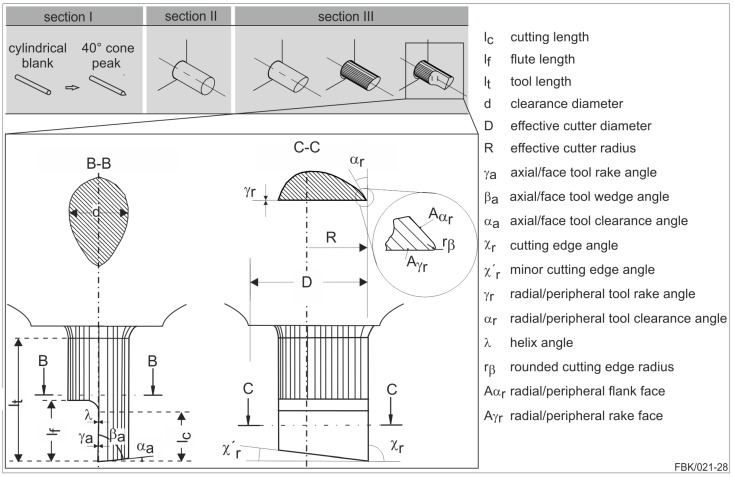
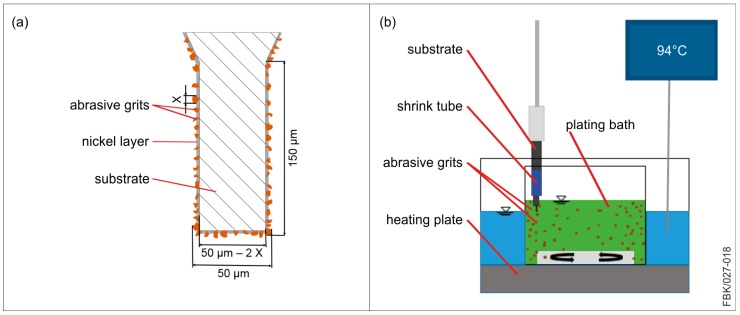
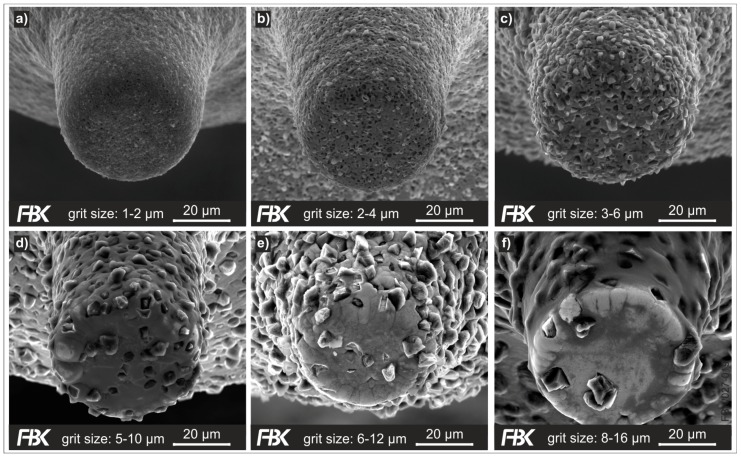
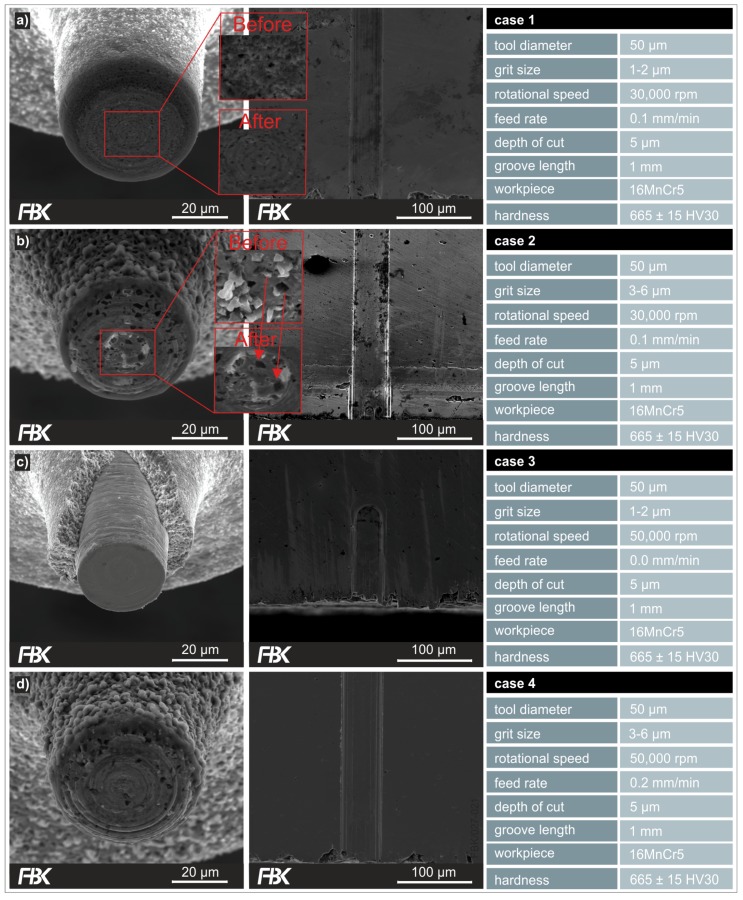
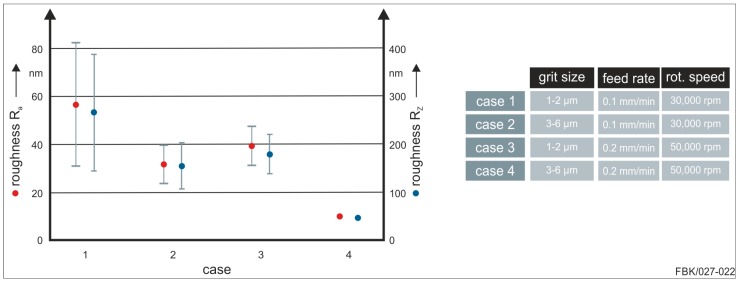
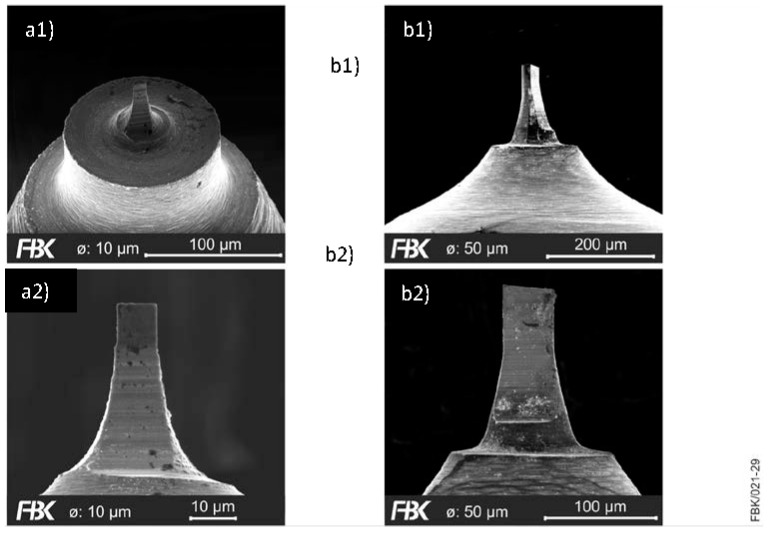
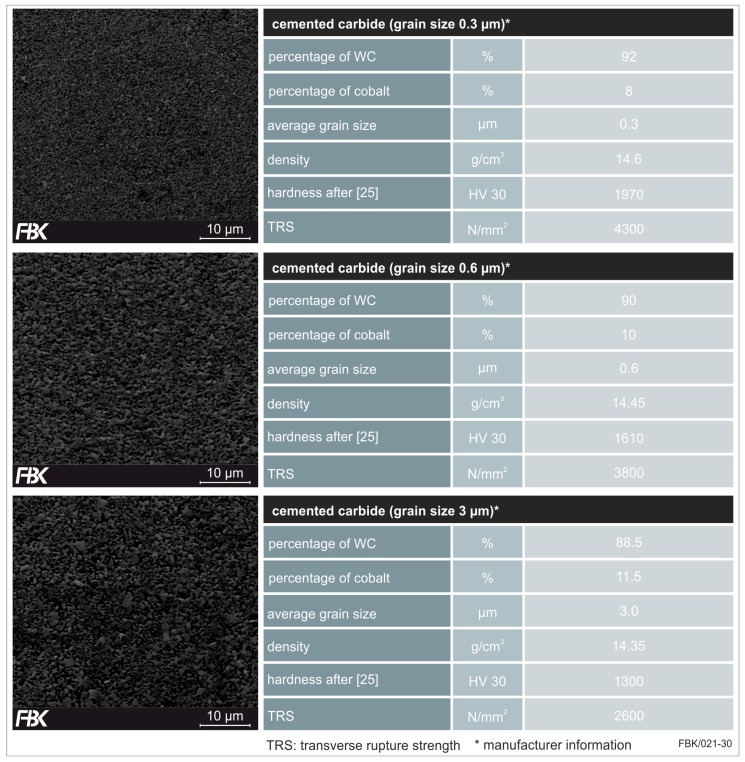
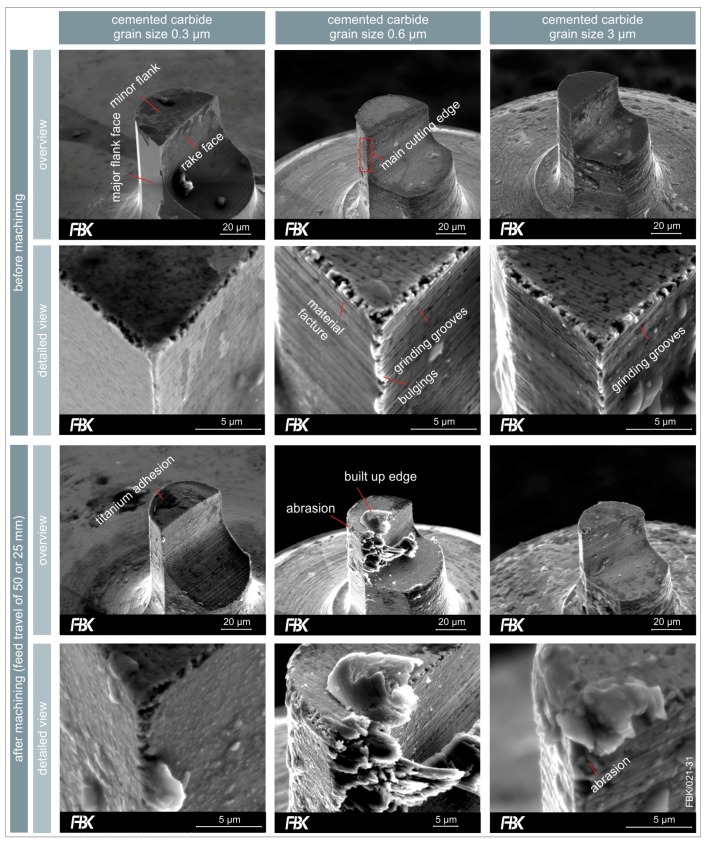
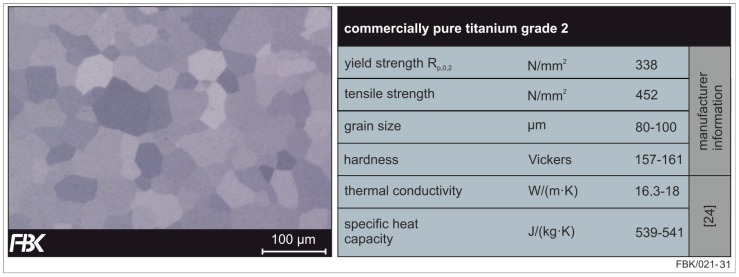
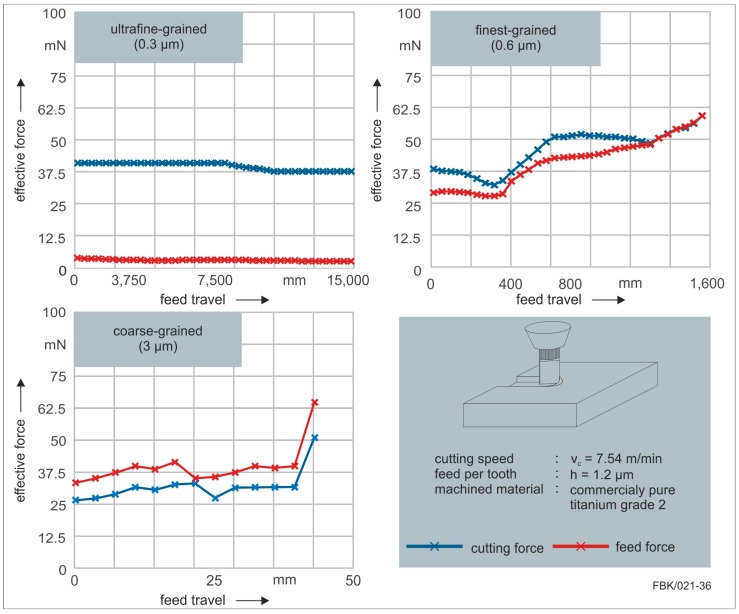
Current demands for flexible, individual microstructures in high quality result in high requirements for micro tools. As the tool size defines the minimum structure size, ultra-small tools are needed. To achieve tool diameters of 50 µm and lower, we investigate the complete manufacturing chain of micro machining. From the development of the machine tools and components needed to produce and apply the micro tools, the micro tools themselves, as well as the micro machining processes. Machine tools are developed with the possibility of producing the micro geometry (cutting edge design) of micro tools as well as plating processes to produce super abrasive micro grinding tools. Applying these setups, we are able to produce ultra-small micro grinding and micro milling tools with typical diameters of 50 µm and down to 4 µm. However, the application of such tools is very challenging. The article presents possibilities and limitations in manufacturing the micro tools themselves as well as microstructures made with these tools. A special emphasis will be on the influence of the tool substrate in micro milling and grain sizes in micro grinding.
Keywords: electroless plating; micro end mills; micro pencil grinding tools.
Conflict of interest statement
The authors declare no conflict of interest.
Figures

References
-
- Aurich J.C., Schneider F., Mayer P., Kirsch B., Hasse H. Oberflächenerzeugungs-Morphologie-Eigenschafts-Beziehungen. ZWF. 2016;111:213–216. doi: 10.3139/104.111502. - DOI
-
- Byun J.M., Bang S.-R., Kim H.W., Kim T.-Y., Hong S.-J., Kim Y.D. Effect of heat treatment on corrosion resistance and adhesion property in Zn-Mg-Zn multi-layer coated steel prepared by PVD process. Surf. Coat. Technol. 2017;309:1010–1014. doi: 10.1016/j.surfcoat.2016.10.043. - DOI
-
- Aloraier A.S., Joshi S., Price J.W.H., Alawadhi K. Hardness, Microstructure, and Residual Stresses in Low Carbon Steel Welding with Post-weld Heat Treatment and Temper Bead Welding. Metall. Mat. Trans. A. 2014;45:2030–2037. doi: 10.1007/s11661-013-2170-4. - DOI
-
- Smaga M., Beck T., Arrabiyeh P., Reichenbach I., Kirsch B., Aurich J.C., Schryvers N., van Humbeeck J. Characterization of micro machined surface from TRIP/TWIP steels. MATEC Web Conf. 2015;33:07004. doi: 10.1051/matecconf/20153307004. - DOI
-
- Buhl S., Schmidt K., Sappok D., Merz R., Godard C., Kerscher E., Kopnarski M., Sauer B., Antonyuk S., Ripperger S. Surface structuring of case hardened chain pins by cold-sprayed microparticles to modify friction and wear properties. Particuology. 2015;21:32–40. doi: 10.1016/j.partic.2014.10.001. - DOI
LinkOut - more resources
Full Text Sources
Research Materials
