

Electro-Discharge Machining of Ceramics: A Review
- PMID: 30585198
- PMCID: PMC6356492
- DOI: 10.3390/mi10010010
Electro-Discharge Machining of Ceramics: A Review
Abstract
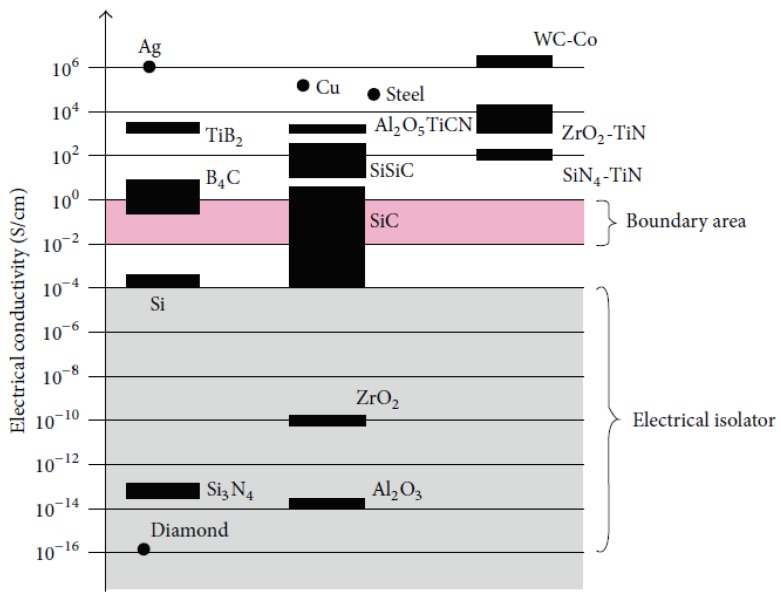
Conventional machining techniques of ceramics such as milling, drilling, and turning experience high cutting forces as well as extensive tool wear. Nevertheless, non-contact processes such as laser machining and electro-discharge machining (EDM) remain suitable options for machining ceramics materials, which are considered as extremely brittle and hard-to-machine. Considering the importance of ceramic machining, this paper attempts to provide an insight into the state of the art of the EDM process, types of ceramics materials and their applications, as well as the machining techniques involved. This study also presents a concise literature review of experimental and theoretical research studies conducted on the EDM of ceramics. Finally, a section summarizing the major challenges, proposed solutions, and suggestions for future research directions has been included at the end of the paper.
Keywords: assistive EDM; ceramics; macro-EDM; micro-EDM (electro-discharge machining).
Conflict of interest statement
The authors declare no conflict of interest.
Figures























References
-
- Vereschaka A., Batako A., Krapostin A., Sitnikov N., Oganyan G. Improvement in reliability of ceramic cutting tool using a damping system and nano-structured multi-layered composite coatings. Procedia CIRP. 2017;63:563–568. doi: 10.1016/j.procir.2017.03.145. - DOI
-
- New Structural Materials Technologies: Opportunities for the Use of Advanced Ceramics and Composites, Report. Crediting UNT Libraries Government Documents Department; Gainesville, FL, USA: 1986. University of North Texas Libraries, Digital Library, digital.library.unt.edu.
-
- Claussen N. Fracture toughness of Al2O3 with an unstabilized ZrO2dispersed phase. J. Am. Ceram. Soc. 1976;59:49–51. doi: 10.1111/j.1151-2916.1976.tb09386.x. - DOI
-
- Wang J., Stevens R. Zirconia-toughened alumina (ZTA) ceramics. J. Mater. Sci. 1989;24:3421–3440. doi: 10.1007/BF02385721. - DOI
-
- Evans A. Engineering property requirements for high performance ceramics. Mater. Sci. Eng. 1985;71:3–21. doi: 10.1016/0025-5416(85)90202-2. - DOI
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
