

Laser Cutting: A Review on the Influence of Assist Gas
- PMID: 30621346
- PMCID: PMC6337310
- DOI: 10.3390/ma12010157
Laser Cutting: A Review on the Influence of Assist Gas
Abstract
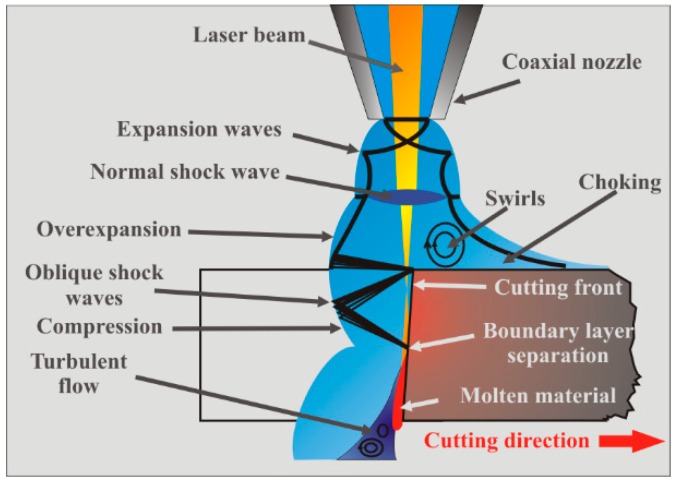
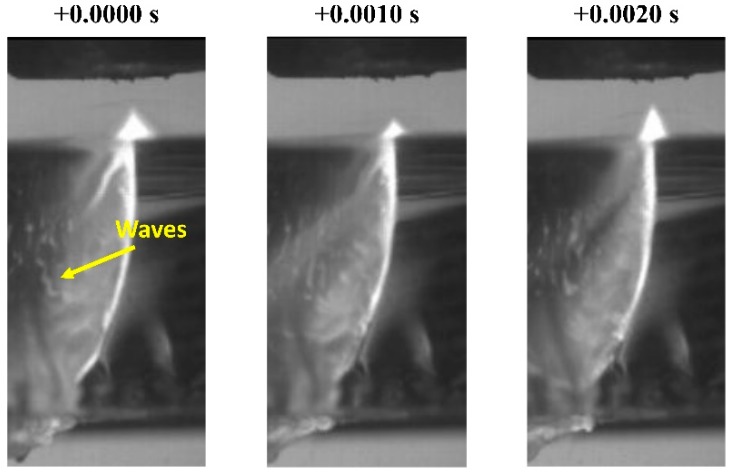
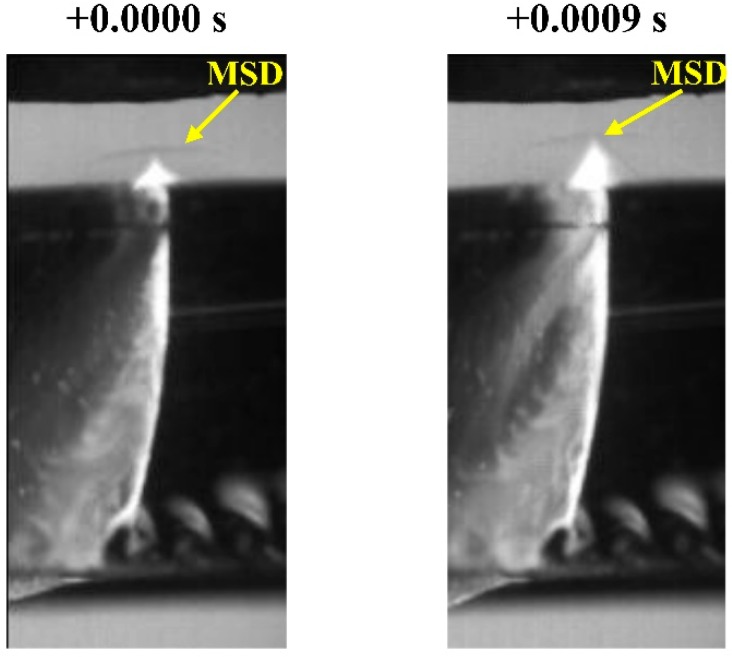
Assist gas plays a central role in laser fusion cutting. In this work, the aerodynamic interactions between the assist gas and the workpiece are reviewed. An insight into those phenomena that hinder the cutting quality and performance is provided. These phenomena include shock waves, choking, boundary layer separation, etc. The most relevant and promising attempts to overcome these common problems related to the gas dynamics are surveyed. The review of the current scientific literature has revealed some gaps in the current knowledge of the role of the assist gas dynamics in laser cutting. The assist gas interactions have been investigated only under static conditions; and the dynamic interaction with the molten material on the cutting front has not been addressed. New nozzle designs with improved efficiency of molten material removal are required to improve cut quality; and cutting speed in current industrial laser cutting machines; especially in those assisted by new high-brightness laser sources.
Keywords: assist gas; laser cutting; nozzles; shock waves.
Conflict of interest statement
Dynamic viscosity of the assist gas
Figures
References
-
- Hilton P.A. Early days of laser cutting; Proceedings of the Lasers in Material Processing; Munich, Germany. 18 August 1997; pp. 10–16.
-
- Eurostat . Energy Balance Sheets 2016 Data. 2018 ed. Eurostat; Luxembourg: 2018.
-
- Gutowski T., Dahmus J., Thiriez A. Electrical energy requirements for manufacturing processes; Proceedings of the 13th International of Life Cycle Engineering; Leuven, Belgium. 31 May–2 June 2006; pp. 623–627.
-
- Steen W. Laser Material Processing. 3rd ed. Springer; London, UK: 2003.
-
- Powell J. CO2 Laser Cutting. Springer; London, UK: 1993.
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
