

Rheological Property Criteria for Buildable 3D Printing Concrete
- PMID: 30795642
- PMCID: PMC6416735
- DOI: 10.3390/ma12040657
Rheological Property Criteria for Buildable 3D Printing Concrete
Abstract
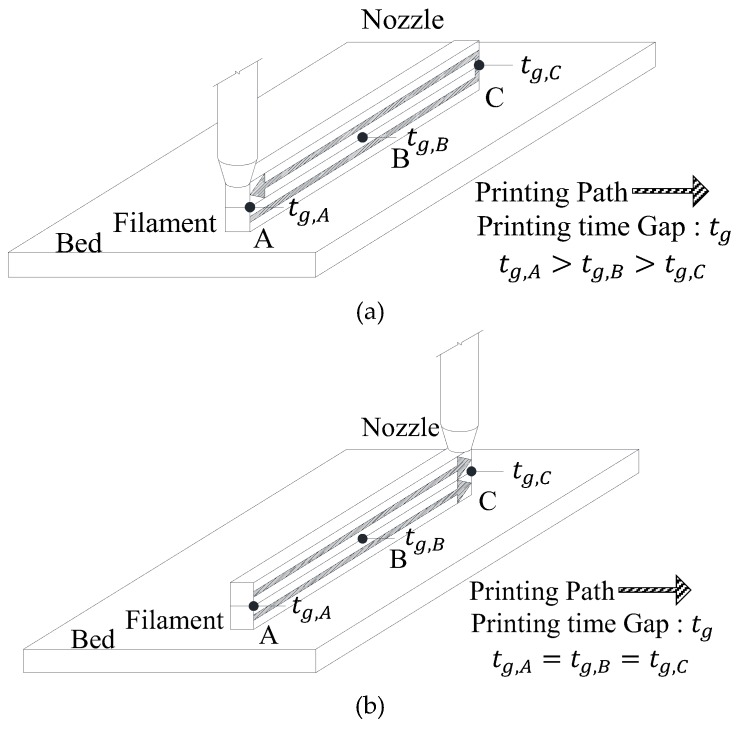
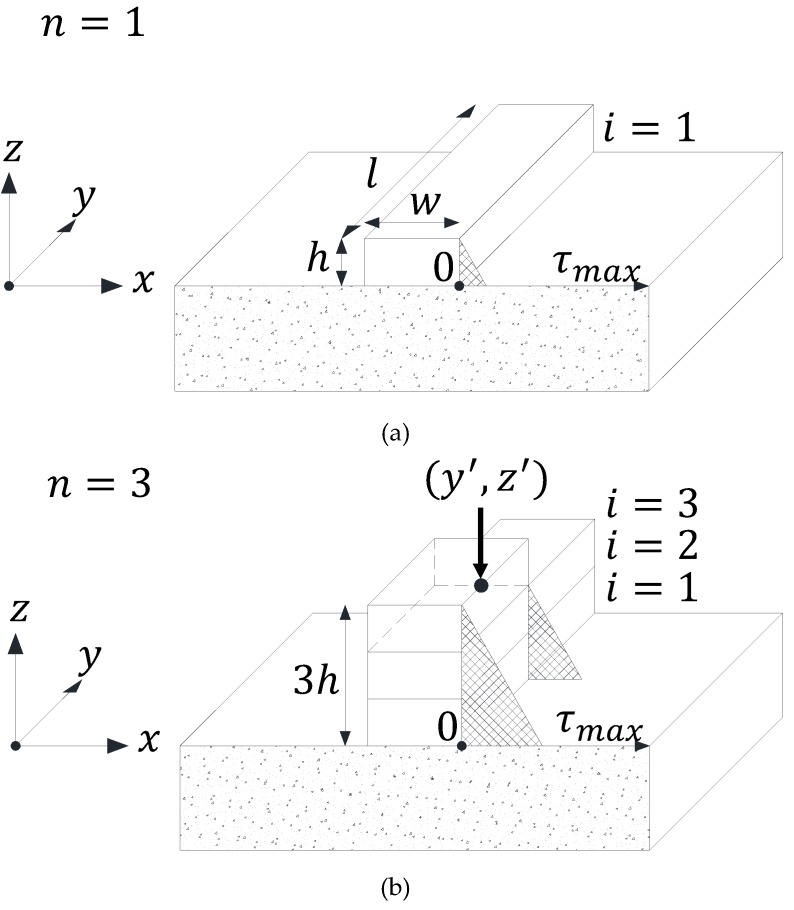
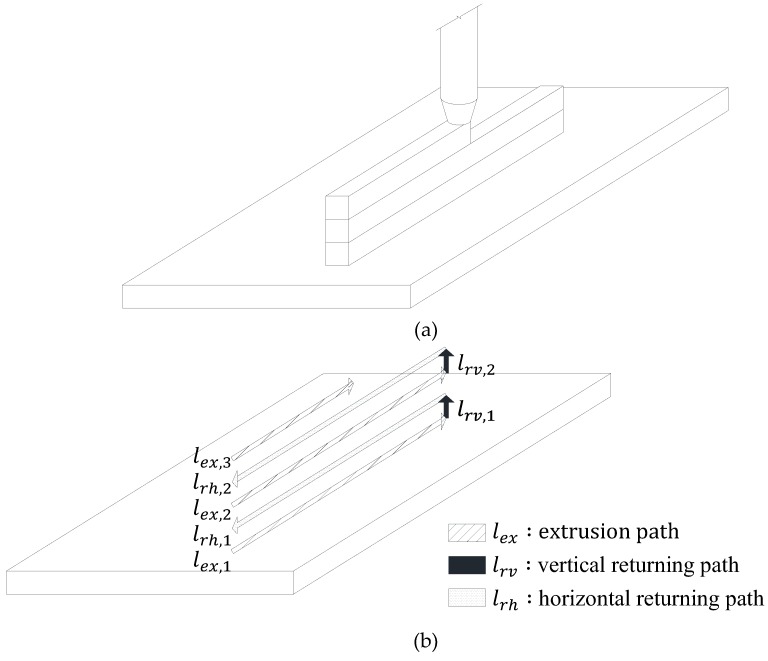
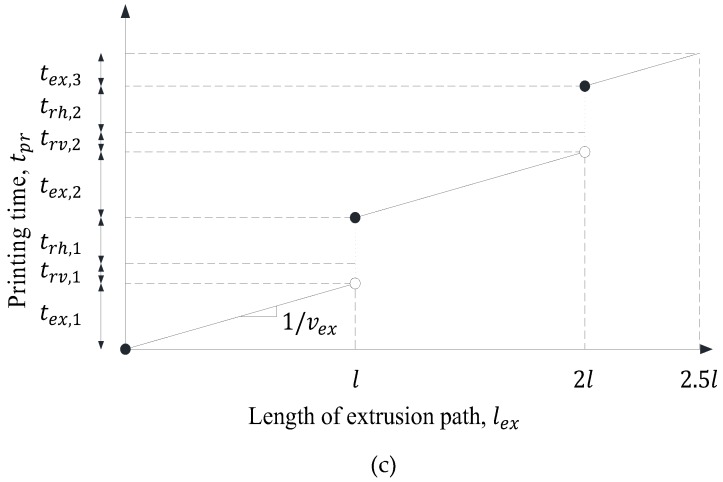
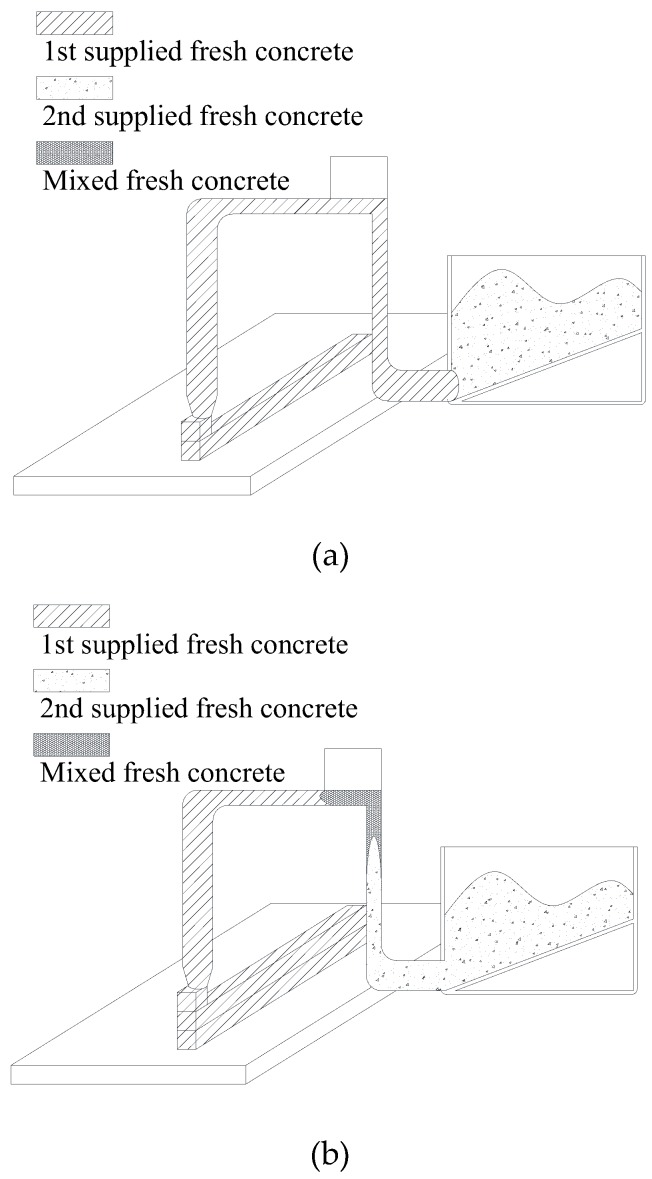
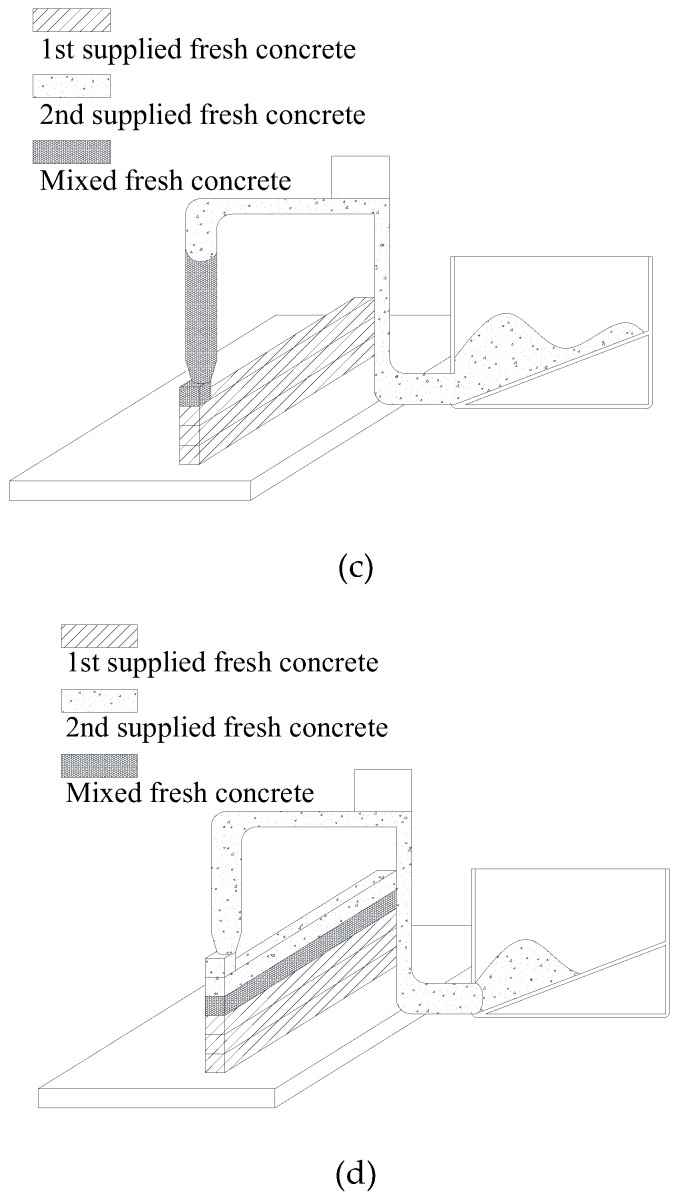
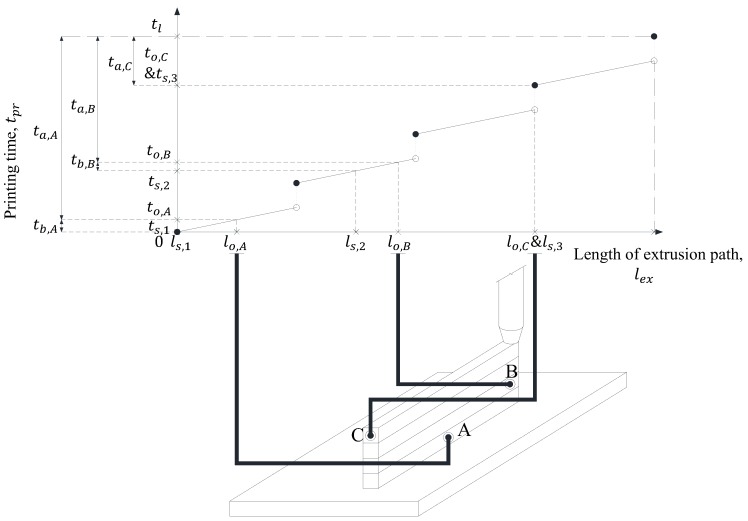
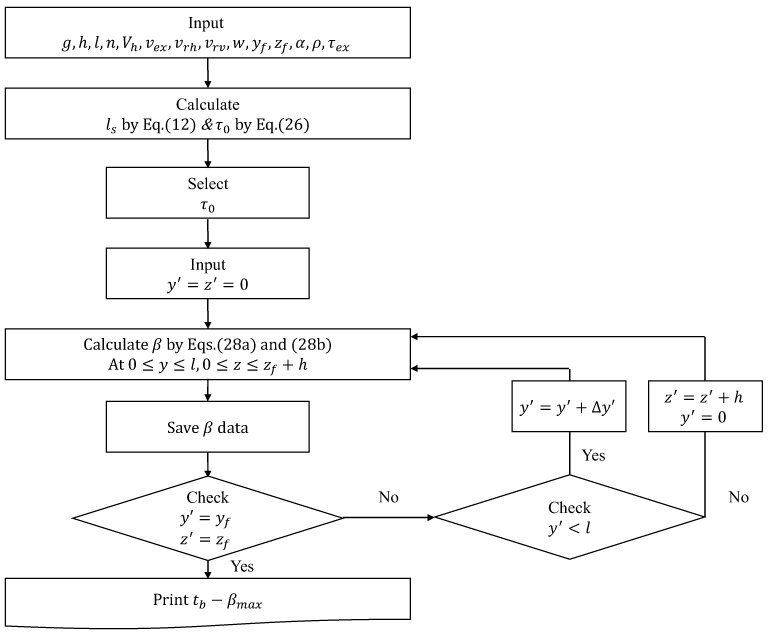
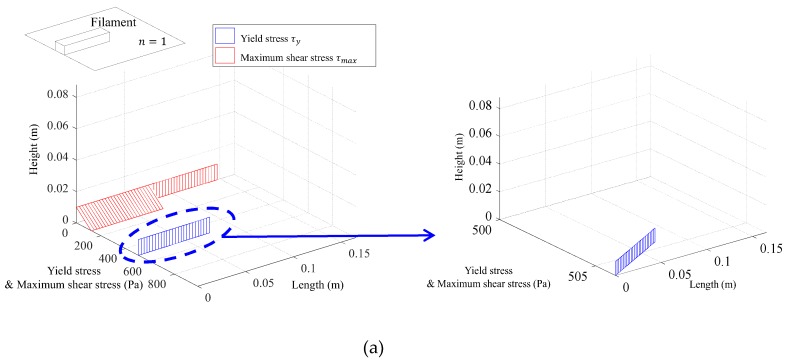
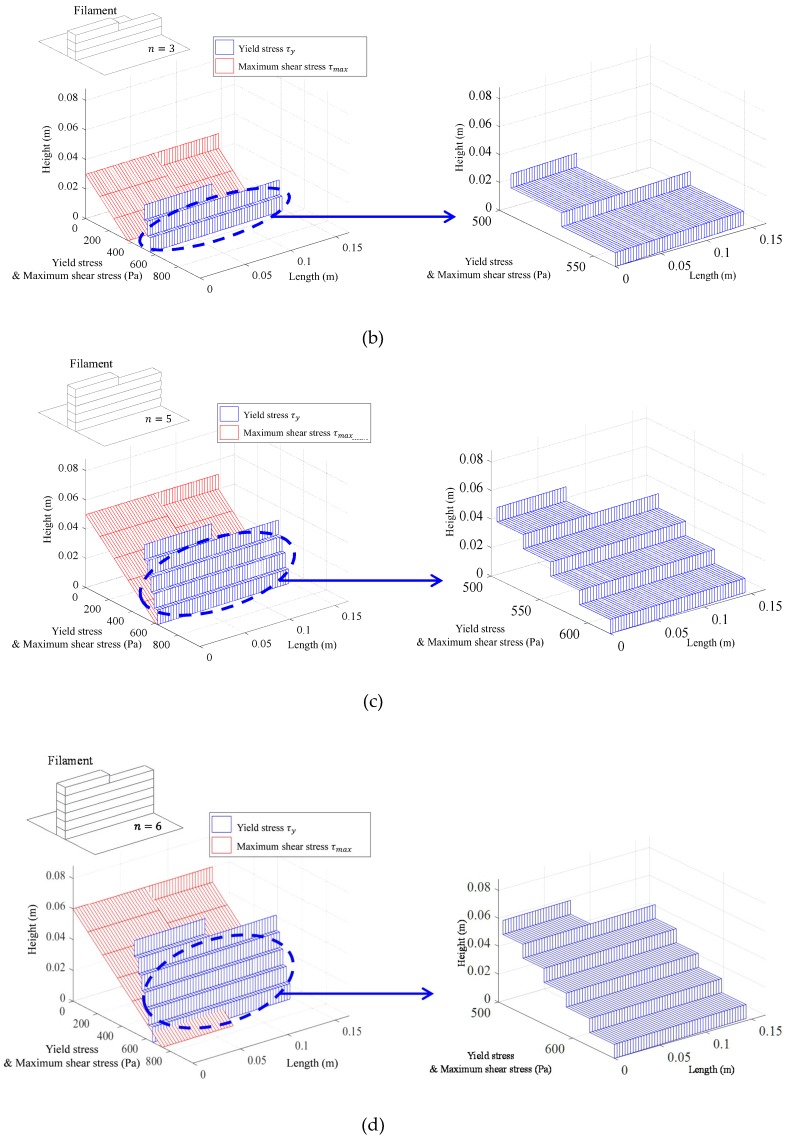
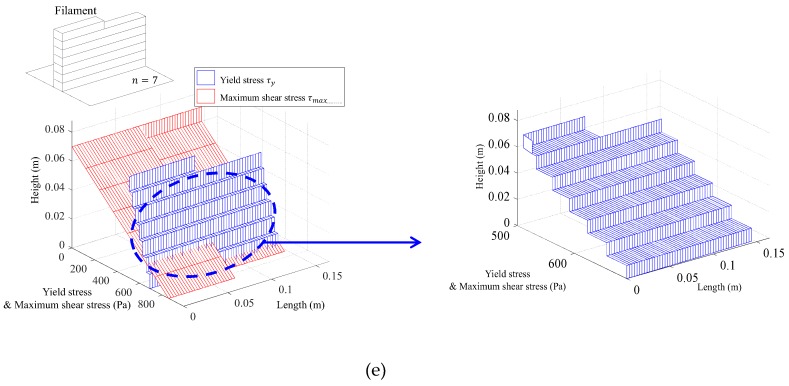
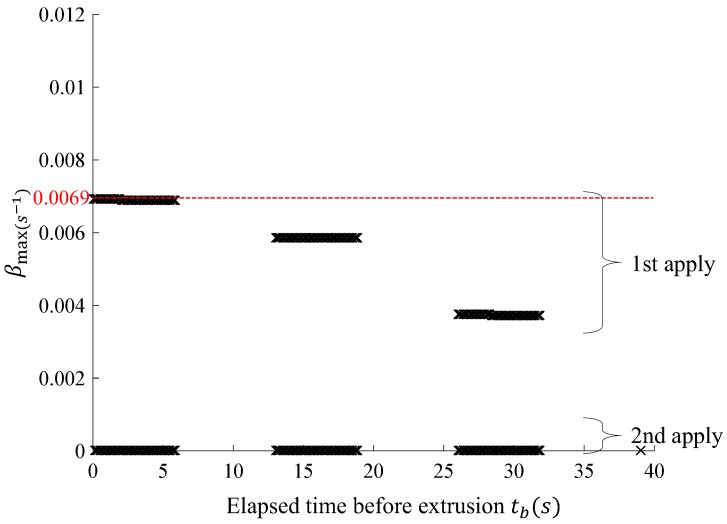
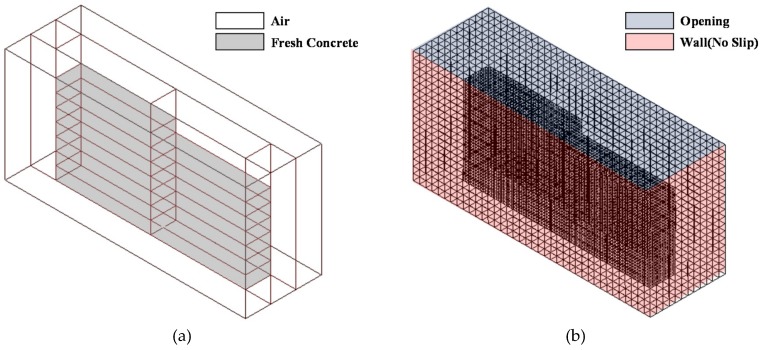
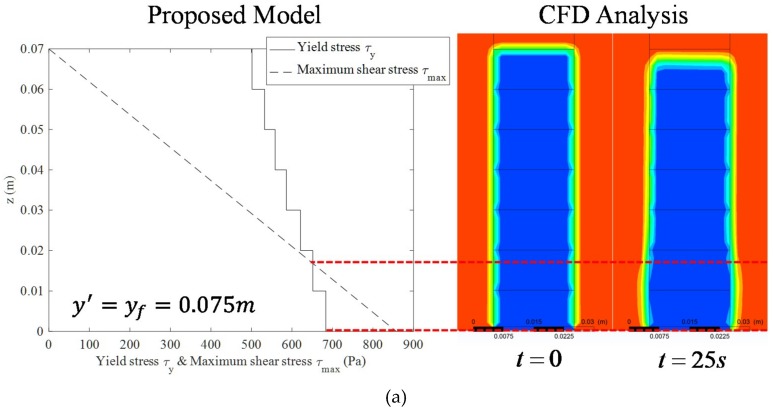
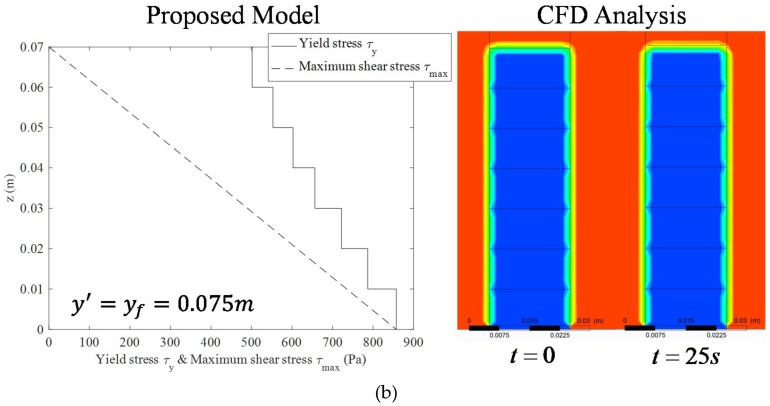
Fresh concrete used in 3D printing should ensure adequate yield stress, otherwise the printed concrete layer may suffer intolerable deformation or collapse during the printing process. In response to this issue, an analytical study was carried out to derive the initial yield stress and hardening coefficient of fresh concrete suitable for 3D printing. The maximum shear stress distribution of fresh concrete was calculated using a stress transformation equation derived from the equilibrium condition of forces. In addition, the elapsed time experienced by fresh concrete during the printing processes was estimated and was then substituted into the elapsed time-yield stress function to calculate the yield stress distribution. Based on these results, an algorithm capable of deriving both the initial yield stress and the hardening coefficient required for printing fresh concrete up to the target height was proposed and computational fluid dynamics (CFD) analyses were performed to verify the accuracy of the proposed model.
Keywords: 3D printing; buildability; concrete; mixture design; rheology.
Conflict of interest statement
The authors declare no conflict of interest.
Figures
References
-
- Hanna A.S. Concrete formwork systems. Marcel Dekker; New York, NY, USA: 1999.
-
- Lee E.Y., Kim Y.S. An Analysis and Improvement of Free Form Building’s Construction Productivity Focused on Exposed Concrete Work. Korean J. Constr. Eng. Manag. 2014;15:38–46. doi: 10.6106/KJCEM.2014.15.3.038. - DOI
-
- Wu P., Wang J., Wang X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016;68:21–31. doi: 10.1016/j.autcon.2016.04.005. - DOI
-
- Khoshnevis B. Automated construction by contour crafting—related robotics and information technologies. Autom. Constr. 2004;13:5–19. doi: 10.1016/j.autcon.2003.08.012. - DOI
-
- Cesaretti G., Dini E., De Kestelier X., Colla V., Pambaguian L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014;93:430–450. doi: 10.1016/j.actaastro.2013.07.034. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
Miscellaneous
