

On-Line Laser Triangulation Scanner for Wood Logs Surface Geometry Measurement
- PMID: 30832388
- PMCID: PMC6427530
- DOI: 10.3390/s19051074
On-Line Laser Triangulation Scanner for Wood Logs Surface Geometry Measurement
Abstract
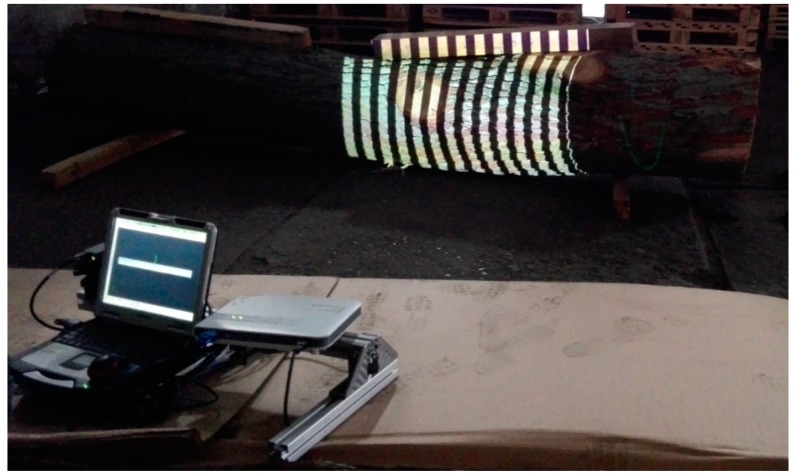
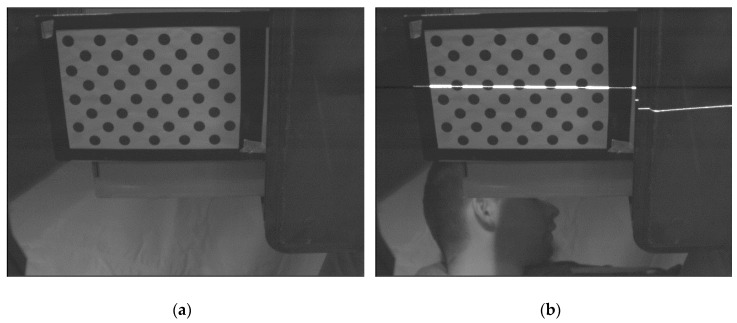
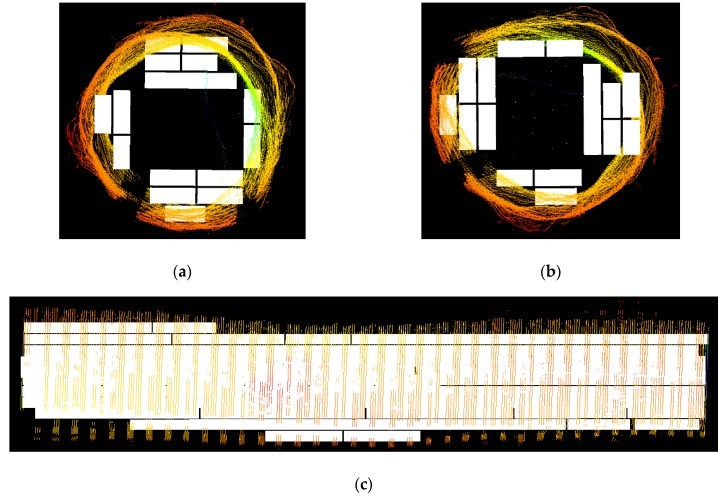
The paper presents the automated on-line system for wood logs 3D geometry scanning. The system consists of 6 laser triangulation scanners and is able to scan full wood logs which can have the diameter ranging from 250 mm to 500 mm and the length up to 4000 mm. The system was developed as a part of the BIOSTRATEG project aiming to optimize the cutting of logs in the process of wood planks manufacturing by intelligent positioning in sawmill operation. This paper illustrates the detailed description of scanner construction, full measurement process, system calibration and data processing schemes. The full 3D surface geometry of products and their applied portion of selected wood logs formed after cutting out the cant is also demonstrated.
Keywords: calibration; laser triangulation scanner; wood logs geometry measurement.
Conflict of interest statement
The authors declare no conflict of interest.
Figures















References
-
- Janak K. Differences in round wood measurements using electronic 2D and 3D systems and standard manual method. Drv. Ind. Znan. Časopis Pitanja Drv. Tehnol. 2007;58:127–133.
-
- Janák K. Advanced Topics in Measurements. InTech; Rijeka, Croatia: 2012. Round Wood Measurement System; pp. 103–130.
-
- JoeScan JoeScan Scanners. [(accessed on 16 February 2019)]; Available online: https://www.joescan.com/products/scanners/
-
- Hermary Full Length Log Scanning. [(accessed on 16 February 2019)]; Available online: https://www.hermary.com/applications/wood-industry/full-length-log-scanning.
-
- Porter Engineering Ltd. RT3 System. [(accessed on 16 February 2019)]; Available online: https://portereng.com/primary-breakdown/
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
