

Antimicrobial Polymers for Additive Manufacturing
- PMID: 30857355
- PMCID: PMC6429148
- DOI: 10.3390/ijms20051210
Antimicrobial Polymers for Additive Manufacturing
Abstract
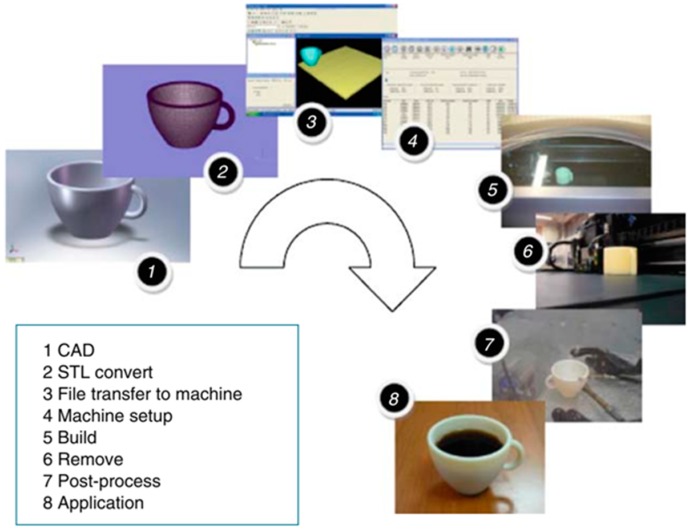
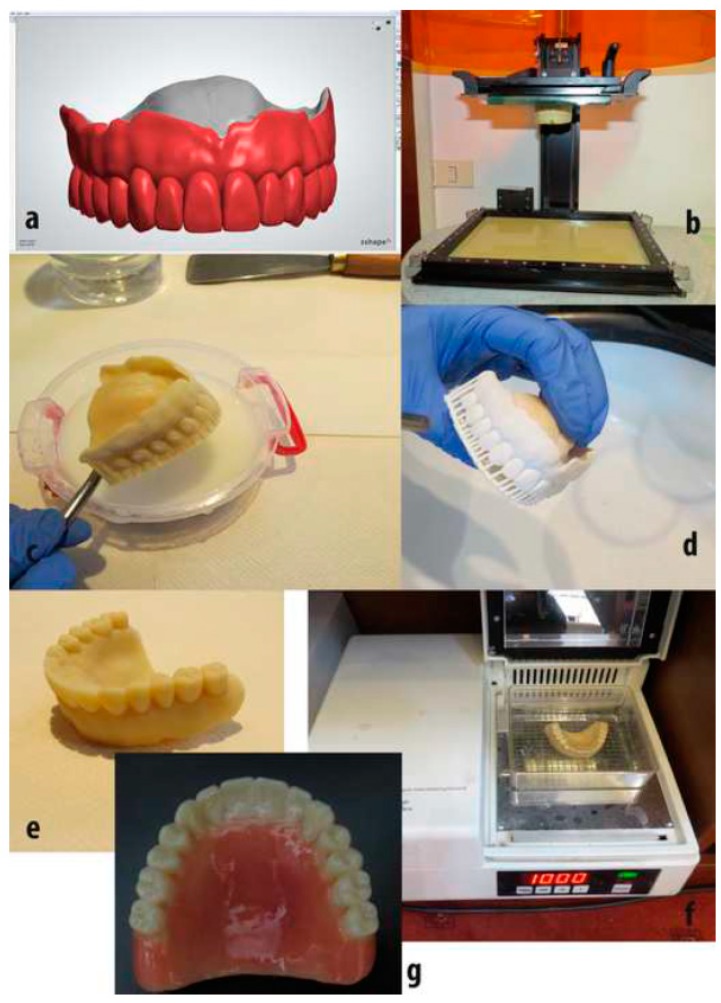
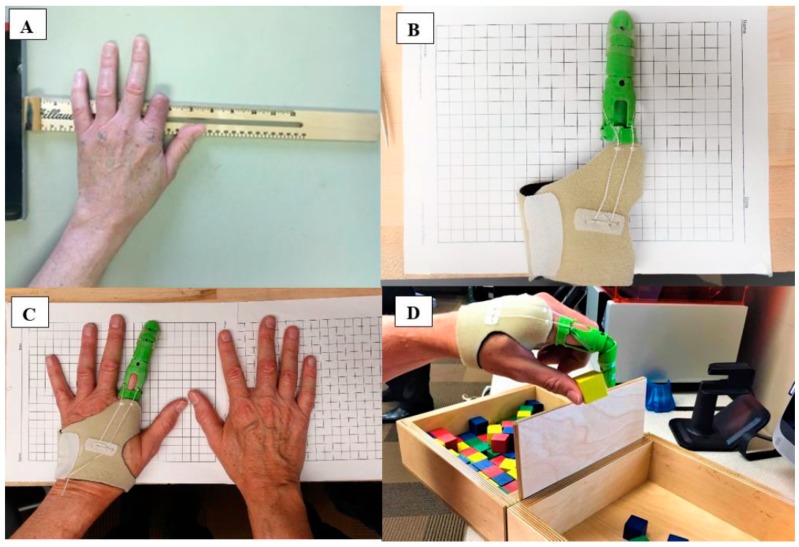
Three-dimensional (3D) printing technologies can be widely used for producing detailed geometries based on individual and particular demands. Some applications are related to the production of personalized devices, implants (orthopedic and dental), drug dosage forms (antibacterial, immunosuppressive, anti-inflammatory, etc.), or 3D implants that contain active pharmaceutical treatments, which favor cellular proliferation and tissue regeneration. This review is focused on the generation of 3D printed polymer-based objects that present antibacterial properties. Two main different alternatives of obtaining these 3D printed objects are fully described, which employ different polymer sources. The first one uses natural polymers that, in some cases, already exhibit intrinsic antibacterial capacities. The second alternative involves the use of synthetic polymers, and thus takes advantage of polymers with antimicrobial functional groups, as well as alternative strategies based on the modification of the surface of polymers or the elaboration of composite materials through adding certain antibacterial agents or incorporating different drugs into the polymeric matrix.
Keywords: 3D printing; additive manufacturing; antibacterial polymers; biocompatible systems; drug delivery systems.
Conflict of interest statement
The authors declare no conflict of interest.
Figures
References
-
- Gibson I., Rosen D., Stucker B. Introduction and Basic Principles in Additive Manufacturing Technologies. Springer New York; New York, NY, USA: 2015. pp. 1–18.
-
- Campbell T.A., Ivanova O.S. Additive Manufacturing as a Disruptive Technology: Implications of Three-Dimensional Printing. Technol. Innov. 2013;15:67–79. doi: 10.3727/194982413X13608676060655. - DOI
Publication types
MeSH terms
Substances
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
