

Modelling the Effect of Process Parameters on the Wet Extrusion and Spheronisation of High-Loaded Nicotinamide Pellets Using a Quality by Design Approach
- PMID: 30939803
- PMCID: PMC6523633
- DOI: 10.3390/pharmaceutics11040154
Modelling the Effect of Process Parameters on the Wet Extrusion and Spheronisation of High-Loaded Nicotinamide Pellets Using a Quality by Design Approach
Abstract
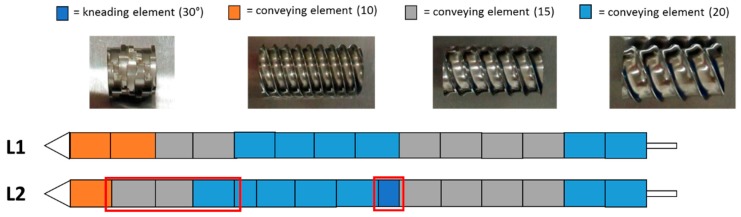
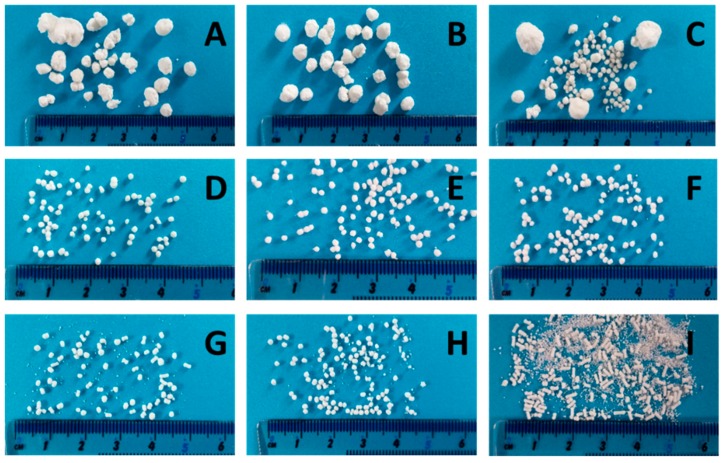
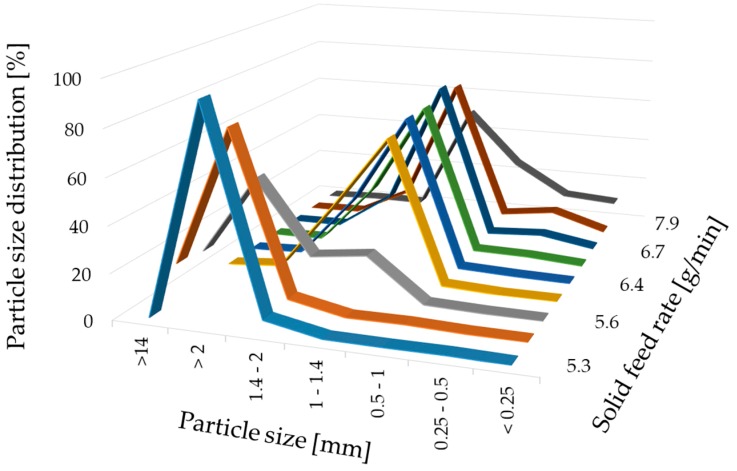
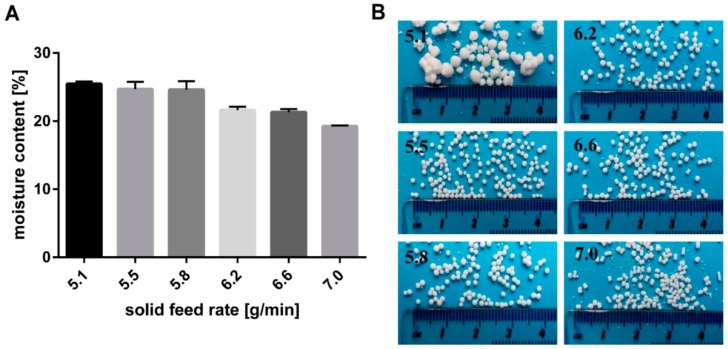
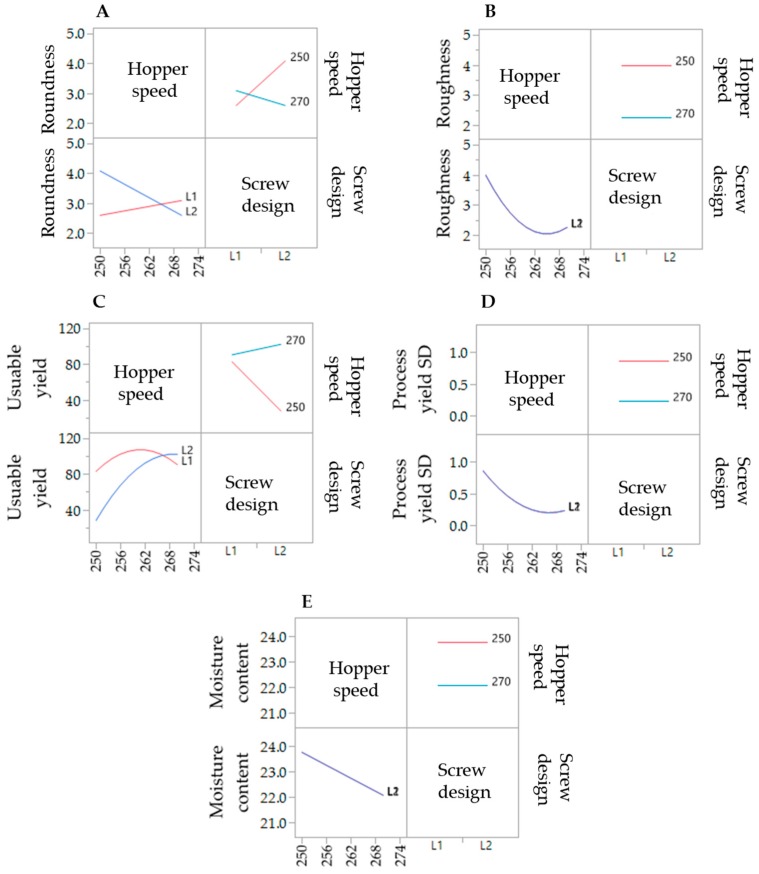
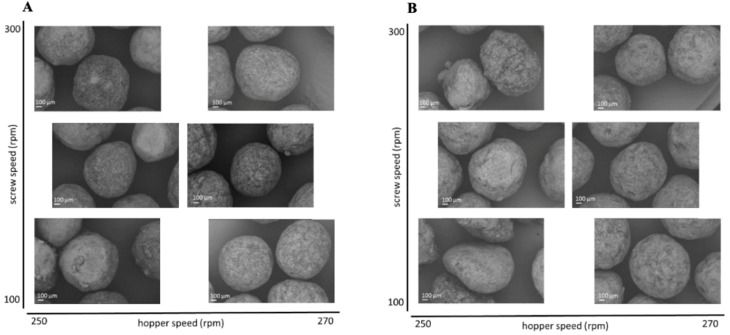
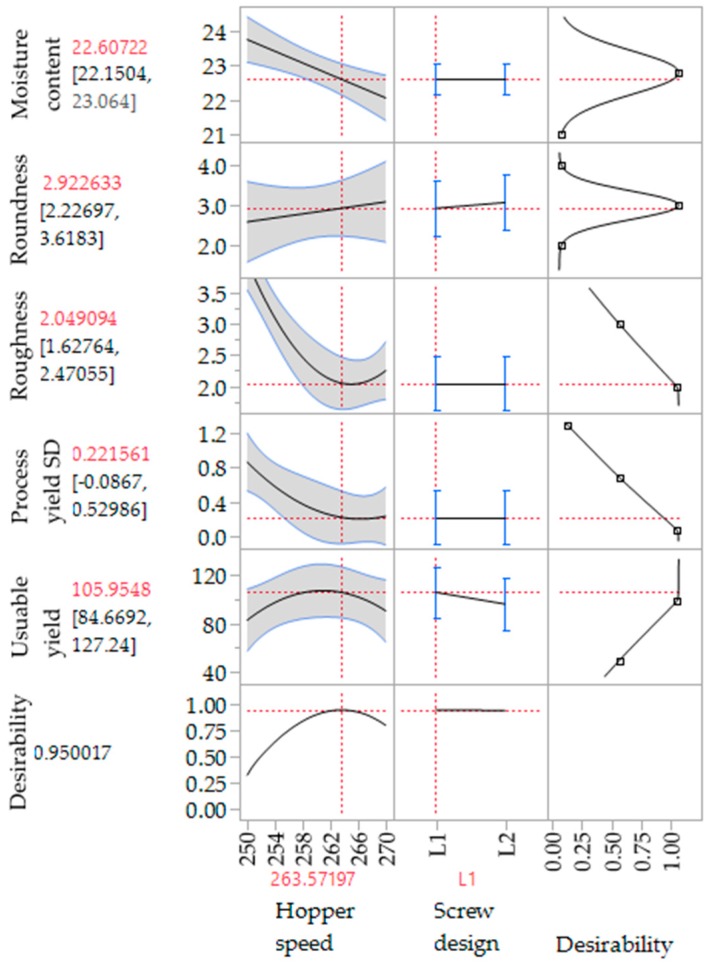
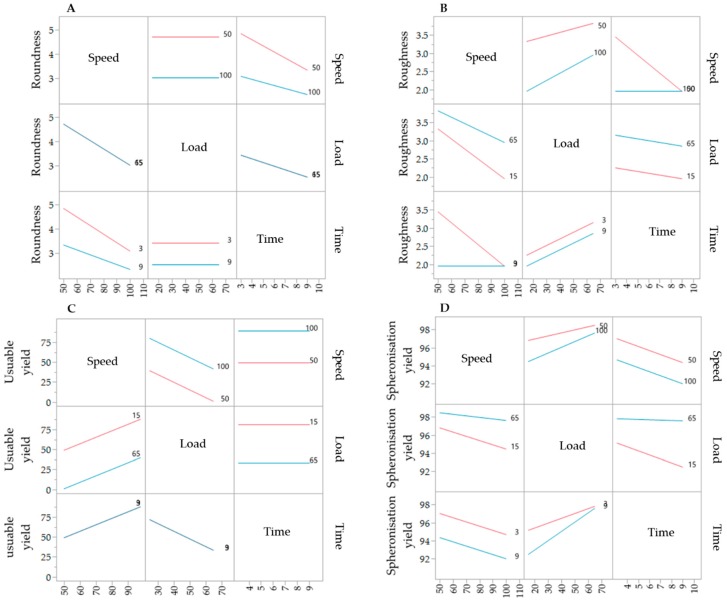
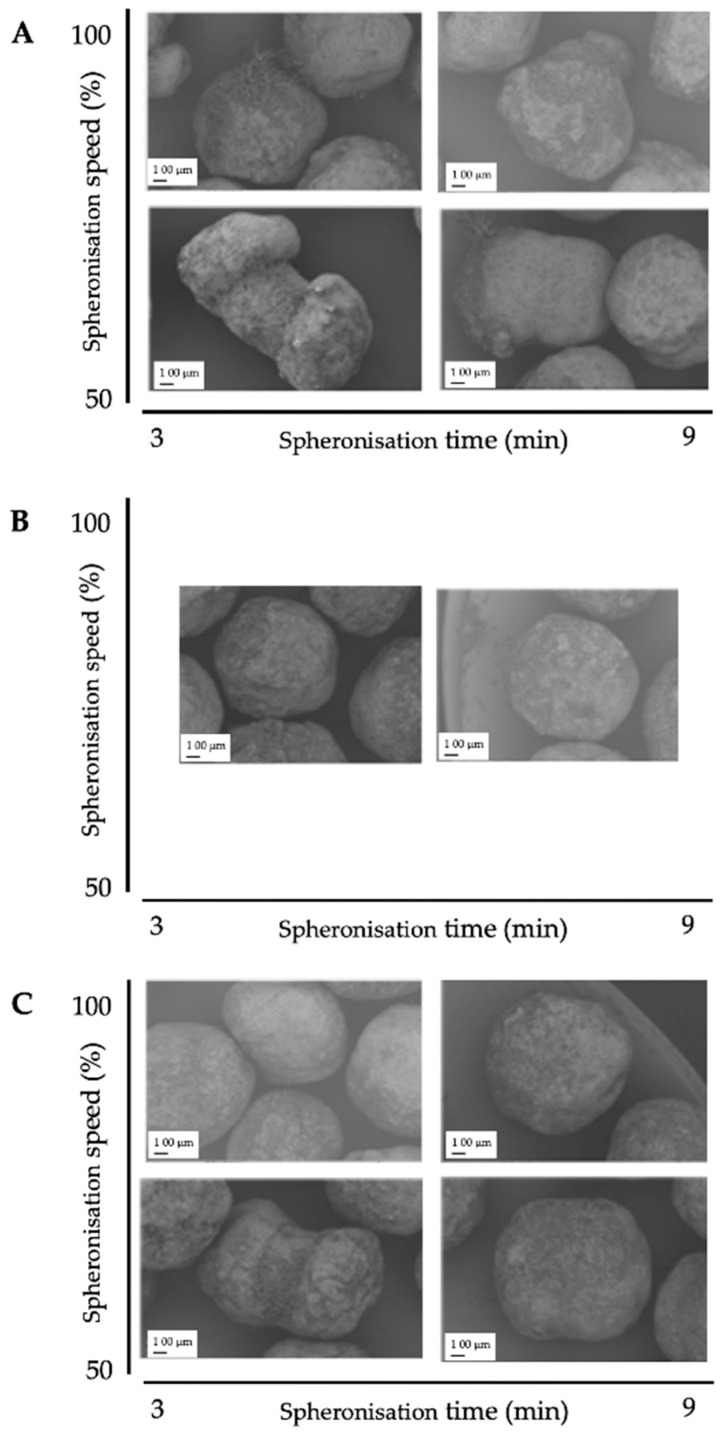
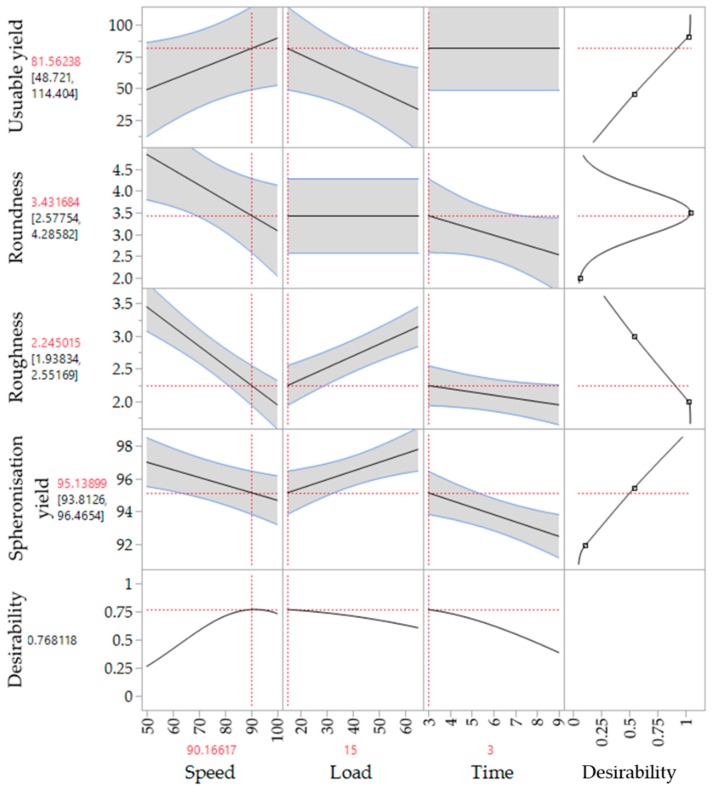
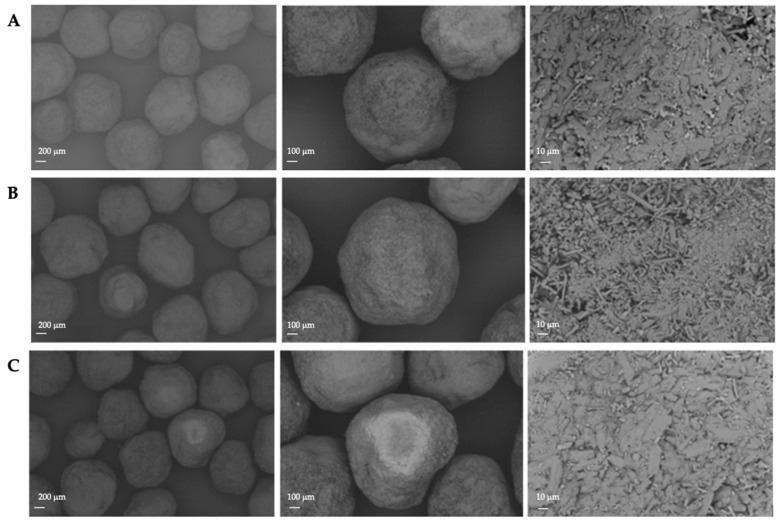
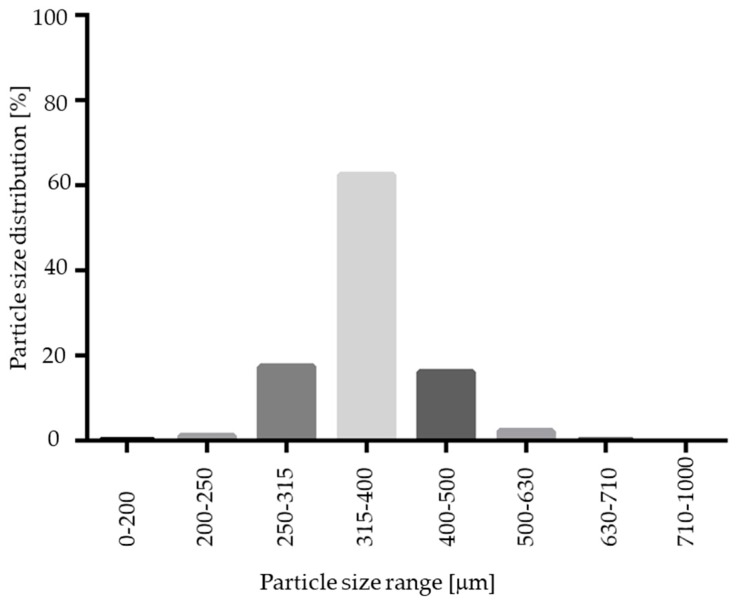
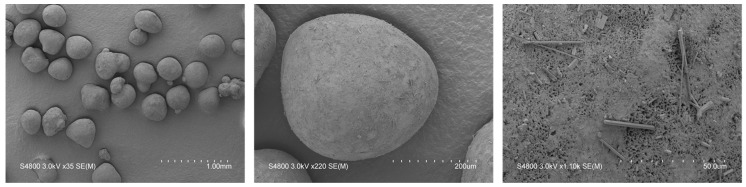
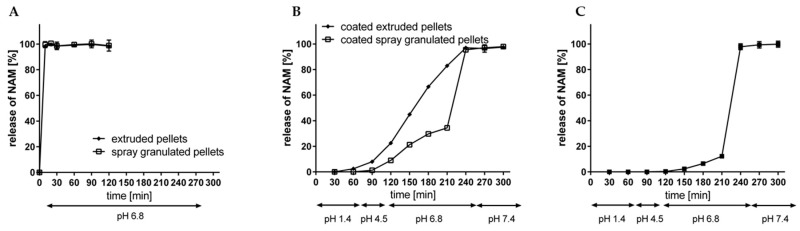
The aim of the present study was to develop an alternative process to spray granulation in order to prepare high loaded spherical nicotinamide (NAM) pellets by wet extrusion and spheronisation. Therefore, a quality by design approach was implemented to model the effect of the process parameters of the extrusion-spheronisation process on the roundness, roughness and useable yield of the obtained pellets. The obtained results were compared to spray granulated NAM particles regarding their characteristics and their release profile in vitro after the application of an ileocolon targeted shellac coating. The wet extrusion-spheronisation process was able to form highly loaded NAM pellets (80%) with a spherical shape and a high useable yield of about 90%. However, the water content range was rather narrow between 24.7% and 21.3%. The design of experiments (DoE), showed that the spheronisation conditions speed, time and load had a greater impact on the quality attributes of the pellets than the extrusion conditions screw design, screw speed and solid feed rate (hopper speed). The best results were obtained using a low load (15 g) combined with a high rotation speed (900 m/min) and a low time (3⁻3.5 min). In comparison to spray granulated NAM pellets, the extruded NAM pellets resulted in a higher roughness and a higher useable yield (63% vs. 92%). Finally, the coating and dissolution test showed that the extruded and spheronised pellets are also suitable for a protective coating with an ileocolonic release profile. Due to its lower specific surface area, the required shellac concentration could be reduced while maintaining the release profile.
Keywords: controlled release; design of experiment (DoE); niacin; quality by design; wet extrusion-spheronisation.
Conflict of interest statement
The authors declare no conflict of interest.
Figures
References
-
- Zaman M., Saeed-Ul-Hassan S., Safraz R.M., Batool N., Qureshi M.J., Akram M.A., Munir S., Danish Z. Pellets and pelletization: Emerging trends in the pharma industry. Acta Pol. Pharm. Drug Res. 2016;73:1415–1425. - PubMed
-
- Yu D.-G., Zheng X.-L., Yang Y., Li X.-Y., Williams G.R., Zhao M. Immediate release of helicid from nanoparticles produced by modified coaxial electrospraying. Appl. Surf. Sci. 2019;473:148–155. doi: 10.1016/j.apsusc.2018.12.147. - DOI
-
- Egert S., Wolffram S., Schulze B., Langguth P., Hubbermann E.M., Schwarz K., Adolphi B., Bosy-Westphal A., Rimbach G., Müller M.J. Enriched cereal bars are more effective in increasing plasma quercetin compared with quercetin from powder-filled hard capsules. Br. J. Nutr. 2012;107:539–546. doi: 10.1017/S0007114511003242. - DOI - PubMed
LinkOut - more resources
Full Text Sources
