

Layer-by-layer ultraviolet assisted extrusion-based (UAE) bioprinting of hydrogel constructs with high aspect ratio for soft tissue engineering applications
- PMID: 31188827
- PMCID: PMC6561629
- DOI: 10.1371/journal.pone.0216776
Layer-by-layer ultraviolet assisted extrusion-based (UAE) bioprinting of hydrogel constructs with high aspect ratio for soft tissue engineering applications
Abstract
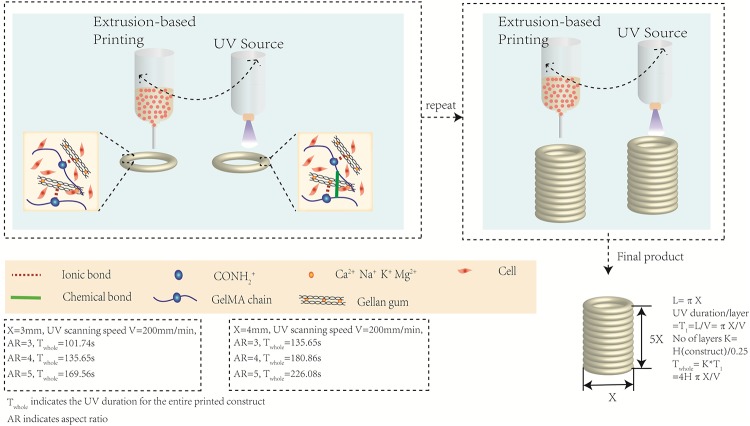
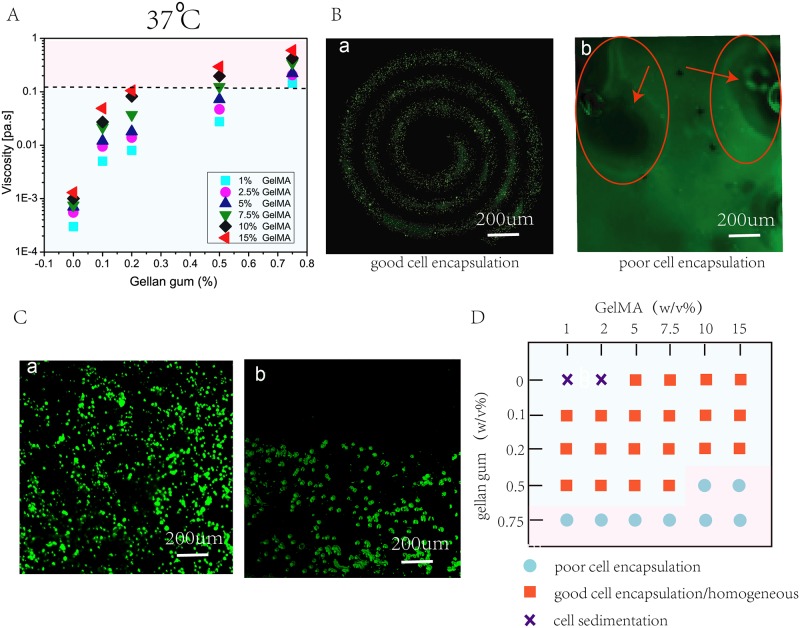
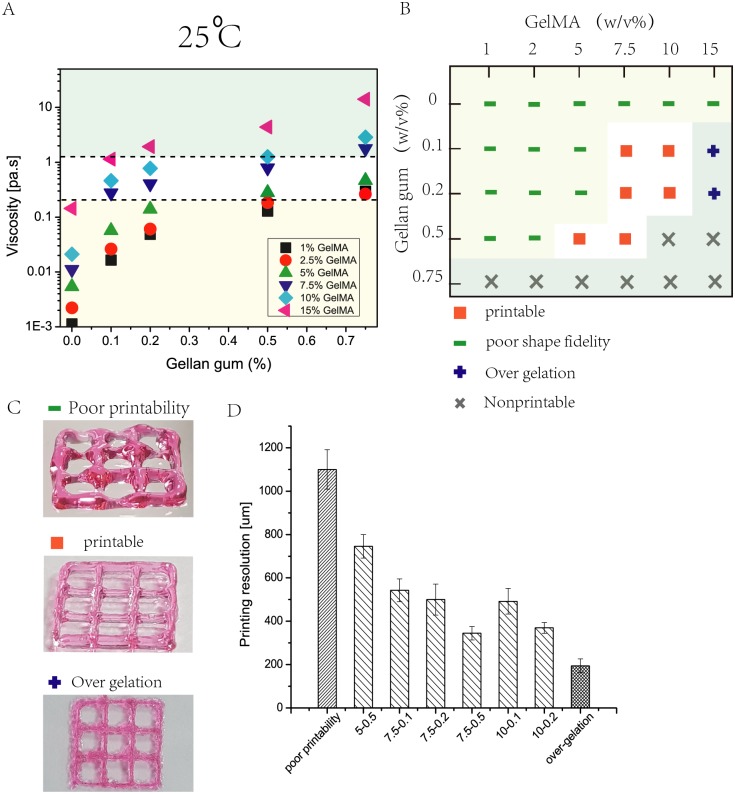
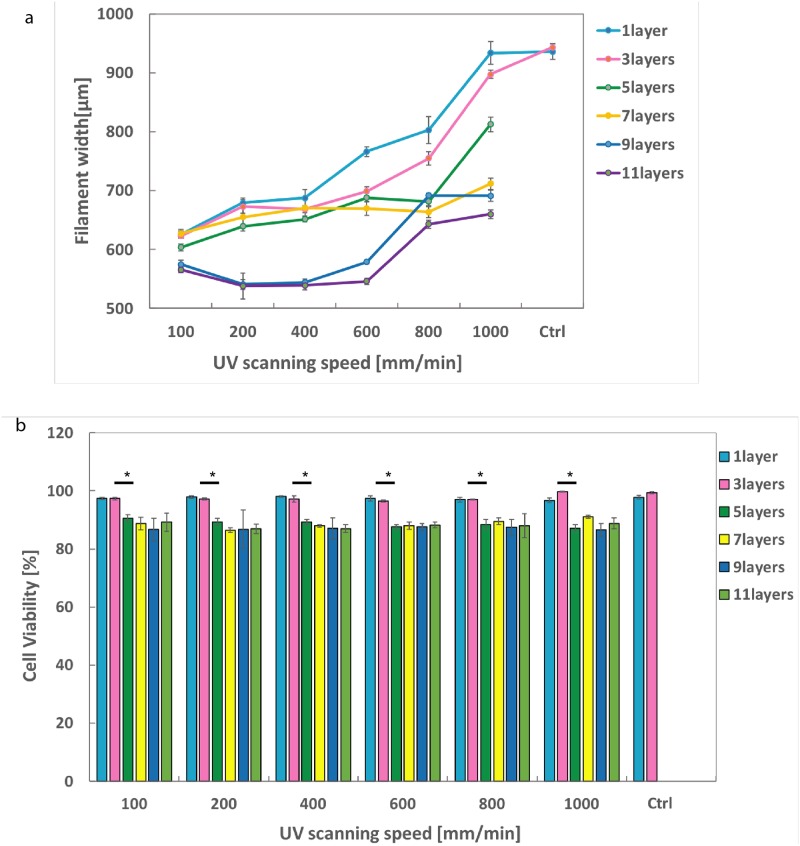
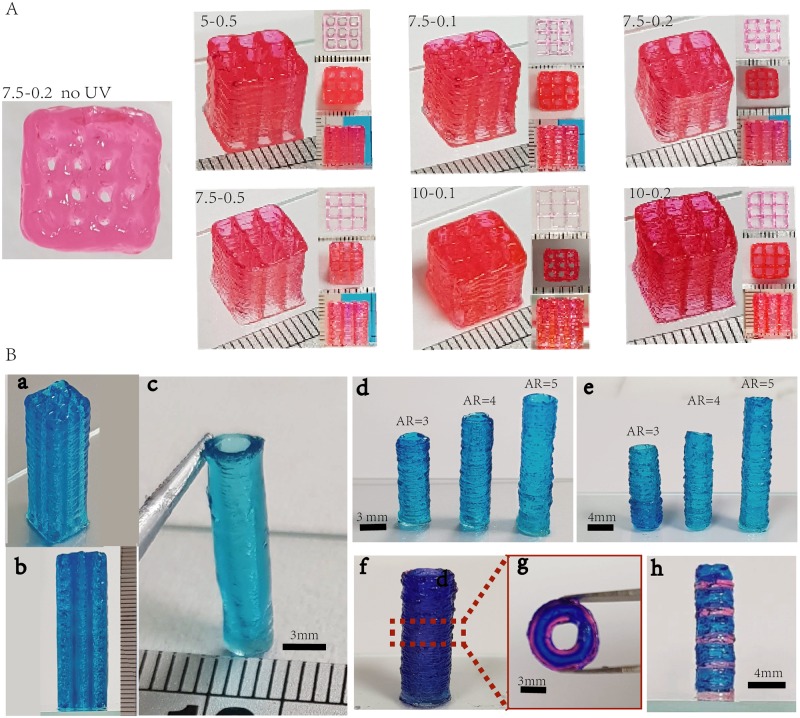
One of the major challenges in the field of soft tissue engineering using bioprinting is fabricating complex tissue constructs with desired structure integrity and mechanical property. To accomplish such requirements, most of the reported works incorporated reinforcement materials such as poly(ϵ-caprolactone) (PCL) polymer within the 3D bioprinted constructs. Although this approach has made some progress in constructing soft tissue-engineered scaffolds, the mechanical compliance mismatch and long degradation period are not ideal for soft tissue engineering. Herein, we present a facile bioprinting strategy that combines the rapid extrusion-based bioprinting technique with an in-built ultraviolet (UV) curing system to facilitate the layer-by-layer UV curing of bioprinted photo-curable GelMA-based hydrogels to achieve soft yet stable cell-laden constructs with high aspect ratio for soft tissue engineering. GelMA is supplemented with a viscosity enhancer (gellan gum) to improve the bio-ink printability and shape fidelity while maintaining the biocompatibility before crosslinking via a layer-by-layer UV curing process. This approach could eventually fabricate soft tissue constructs with high aspect ratio (length to diameter) of ≥ 5. The effects of UV source on printing resolution and cell viability were also studied. As a proof-of-concept, small building units (3D lattice and tubular constructs) with high aspect ratio are fabricated. Furthermore, we have also demonstrated the ability to perform multi-material printing of tissue constructs with high aspect ratio along both the longitudinal and transverse directions for potential applications in tissue engineering of soft tissues. This layer-by-layer ultraviolet assisted extrusion-based (UAE) Bioprinting may provide a novel strategy to develop soft tissue constructs with desirable structure integrity.
Conflict of interest statement
The authors have declared that no competing interests exist.
Figures
References
-
- Chua CK, Yeong WY. Bioprinting: principles and applications. vol. 1 World Scientific Publishing Co Inc; 2014.
-
- Chua CK, Leong KF. 3D Printing and Additive Manufacturing: Principles and Applications (with Companion Media Pack) of Rapid Prototyping Fifth Edition World Scientific Publishing Company; 2017.
Publication types
MeSH terms
Substances
LinkOut - more resources
Full Text Sources
Other Literature Sources
Research Materials
