

Embedding Ultra-High-Molecular-Weight Polyethylene Fibers in 3D-Printed Polylactic Acid (PLA) Parts
- PMID: 31698845
- PMCID: PMC6918362
- DOI: 10.3390/polym11111825
Embedding Ultra-High-Molecular-Weight Polyethylene Fibers in 3D-Printed Polylactic Acid (PLA) Parts
Abstract
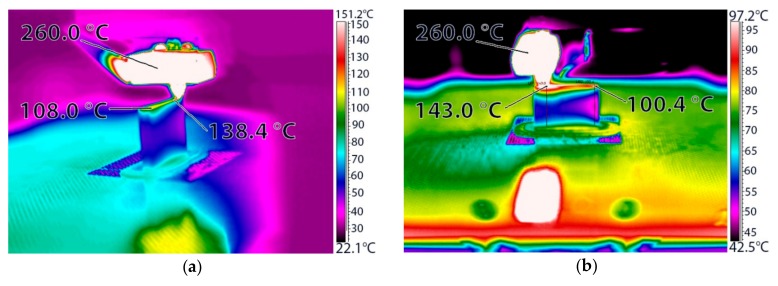
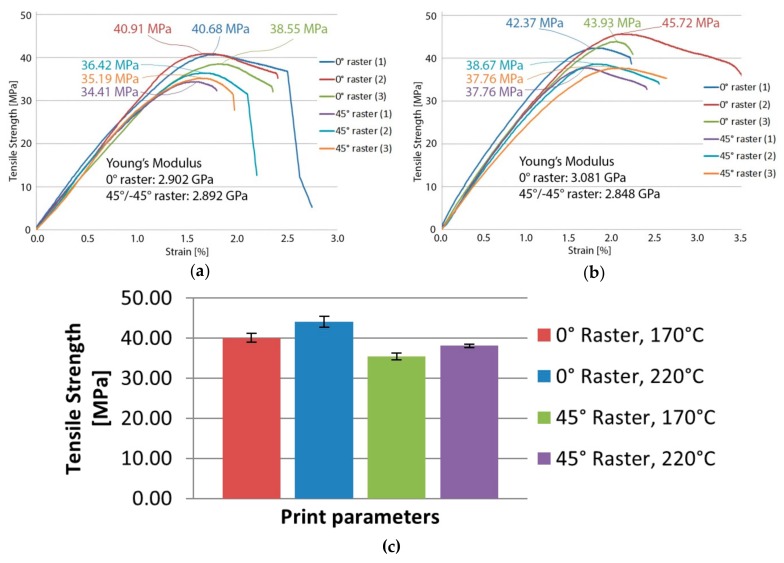
This study aims to assess whether ultra-high-molecular-weight polyethylene (UHMWPE) fibers can be successfully embedded in a polylactic acid (PLA) matrix in a material extrusion 3D printing (ME3DP) process, despite the apparent thermal incompatibility between the two materials. The work started with assessing the maximum PLA extrusion temperatures at which UHMWPE fibers withstand the 3D printing process without melting or severe degradation. After testing various fiber orientations and extrusion temperatures, it has been found that the maximum extrusion temperature depends on fiber orientation relative to extrusion pathing and varies between 175 °C and 185 °C at an ambient temperature of 25 °C. Multiple specimens with embedded strands of UHMWPE fibers have been 3D printed and following tensile strength tests on the fabricated specimens, it has been found that adding even a small number of fiber strands laid in the same direction as the load increased tensile strength by 12% to 23% depending on the raster angle, even when taking into account the decrease in tensile strength due to reduced performance of the PLA substrate caused by lower extrusion temperatures.
Keywords: Dyneema; UHMWPE; additive manufacturing; fiber reinforced.
Conflict of interest statement
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Figures





References
-
- Wang J., Xie H., Weng Z., Senthil T., Wu L. A novel approach to improve mechanical properties of parts fabricated by fused deposition modeling. Mater. Des. 2016;105:152–159. doi: 10.1016/j.matdes.2016.05.078. - DOI
-
- Kaynak C., Varsavas S.D. Performance comparison of the 3D-printed and injection-molded PLA and its elastomer blend and fiber composites. J. Thermoplast. Compos. Mater. 2018;32:501–520. doi: 10.1177/0892705718772867. - DOI
-
- Dawoud M., Taha I., Ebeid S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016;21:39–45. doi: 10.1016/j.jmapro.2015.11.002. - DOI
-
- Balderrama-Armendariz C.O., Macdonald E., Espalin D., Cortes-Saenz D., Wicker R., Maldonado-Macías A. Torsion analysis of the anisotropic behavior of FDM technology. Int. J. Adv. Manuf. Technol. 2018;96:307–317. doi: 10.1007/s00170-018-1602-0. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
