

Beamless Metal Additive Manufacturing
- PMID: 32093000
- PMCID: PMC7079600
- DOI: 10.3390/ma13040922
Beamless Metal Additive Manufacturing
Abstract
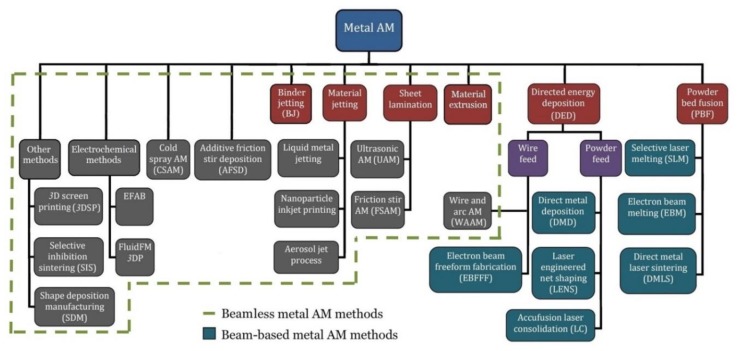
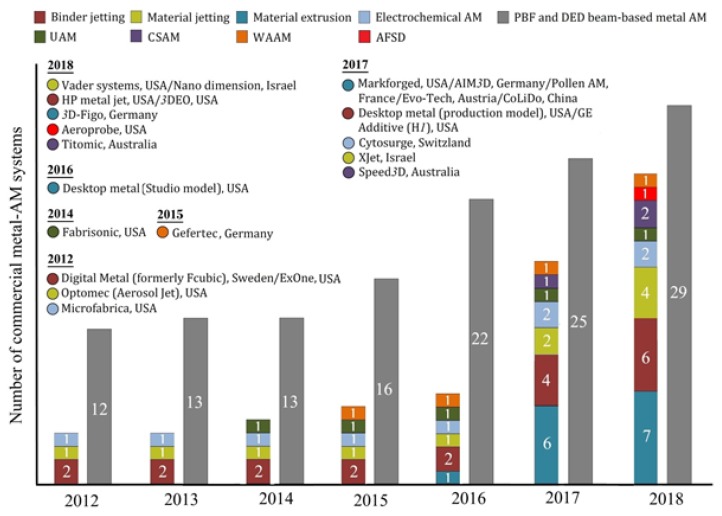
The propensity to manufacture functional and geometrically sophisticated parts from a wide range of metals provides the metal additive manufacturing (AM) processes superior advantages over traditional methods. The field of metal AM is currently dominated by beam-based technologies such as selective laser sintering (SLM) or electron beam melting (EBM) which have some limitations such as high production cost, residual stress and anisotropic mechanical properties induced by melting of metal powders followed by rapid solidification. So, there exist a significant gap between industrial production requirements and the qualities offered by well-established beam-based AM technologies. Therefore, beamless metal AM techniques (known as non-beam metal AM) have gained increasing attention in recent years as they have been found to be able to fill the gap and bring new possibilities. There exist a number of beamless processes with distinctively various characteristics that are either under development or already available on the market. Since this is a very promising field and there is currently no high-quality review on this topic yet, this paper aims to review the key beamless processes and their latest developments.
Keywords: metal additive manufacturing (AM), beamless metal AM; non-beam metal AM.
Conflict of interest statement
H.S. is co-founder of the company AIM3D, Rostock, Germany. The company AIM3D and the funder had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
Figures
References
-
- Wohlers T. Wohlers Report 2018: Additive Manufacturing and 3D Printing, State of the Industry. Wohlers Associates; Fort Collins, CO, USA: 2018.
-
- Standard Terminology for additive Manufacturing Technologies. American Society for Testing and Materials (ASTM) International; West Conshohocken, PA, USA: 2013.
-
- Lewandowski J.J., Seifi M. Metal Additive Manufacturing: A Review of Mechanical Properties. Source. 2016;46:151–186. doi: 10.1146/annurev-matsci-070115-032024. - DOI
-
- Gu D.D., Meiners W., Wissenbach K., Poprawe R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012;57:133–164. doi: 10.1179/1743280411Y.0000000014. - DOI
-
- DebRoy T., Wei H.L., Zuback J.S., Mukherjee T., Elmer J.W., Milewski J.O., Beese A.M., Wilson-Heid A., De A., Zhang W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018;92:112–224. doi: 10.1016/j.pmatsci.2017.10.001. - DOI
Publication types
LinkOut - more resources
Full Text Sources
Miscellaneous
