

Thermal Welding by the Third Phase Between Polymers: A Review for Ultrasonic Weld Technology Developments
- PMID: 32244471
- PMCID: PMC7240386
- DOI: 10.3390/polym12040759
Thermal Welding by the Third Phase Between Polymers: A Review for Ultrasonic Weld Technology Developments
Abstract
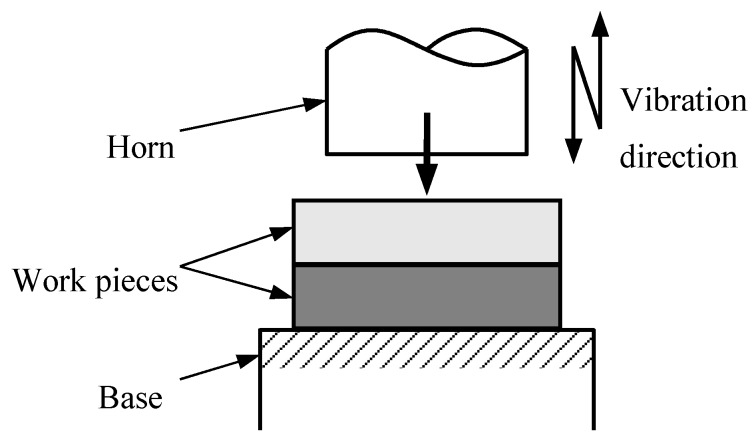
Ultrasonic welding (USW) is a promising method for the welds between dissimilar materials. Ultrasonic thermal welding by the third phase (TWTP) method was proposed in combination with the formation of a third phase, which was confirmed as an effective technology for polymer welding between the two dissimilar materials compared with the traditional USW. This review focused on the advances of applying the ultrasonic TWTP for thermoplastic materials. The research development on the ultrasonic TWTP of polycarbonate (PC) and polymethyl methacrylate (PMMA), polylactic acid (PLA) and polyformaldehyde (POM), and PLA and PMMA are summarized according to the preparation of the third phase, welded strength, morphologies of rupture surfaces, thermal stability, and others. The review aimed at providing guidance for using ultrasonic TWTP in polymers and a basic understanding of the welding mechanism, i.e., interdiffusion and molecular motion mechanisms between the phases.
Keywords: thermal welding by the third phase (TWTP); thermoplastic welding technology; ultrasonic welding (USW); welding between dissimilar materials.
Conflict of interest statement
The authors declare no conflict of interest.
Figures























References
-
- Red C. The outlook for thermoplastics in aerospace composites, 2014–2023. High Perform. Compos. 2014;22:54–63.
-
- Ajay K., Jayashree B. Investigations on performance and failure mechanisms of high temperature thermoplastic polymers as adhesives. Int. J. Adhes. Adhes. 2016;70:90–101.
-
- Villegas I.F., Moser L., Yousefpour A., Mitschang P., Bersee H.E.N. Process and performance evaluation of ultrasonic, induction and resistance welding of advanced thermoplastic composites. J. Thermoplast. Compos. 2012;26:1007–1024. doi: 10.1177/0892705712456031. - DOI
-
- Kellomaki M., Tormala P. Ultrasonic moulding of bioabsorbable polymers and polymer/drug composites. J. Mater. Sci. Lett. 1997;16:1786–1789. doi: 10.1023/A:1018548130539. - DOI
Publication types
LinkOut - more resources
Full Text Sources
