

Direct Ink Writing Technology (3D Printing) of Graphene-Based Ceramic Nanocomposites: A Review
- PMID: 32630782
- PMCID: PMC7407564
- DOI: 10.3390/nano10071300
Direct Ink Writing Technology (3D Printing) of Graphene-Based Ceramic Nanocomposites: A Review
Abstract
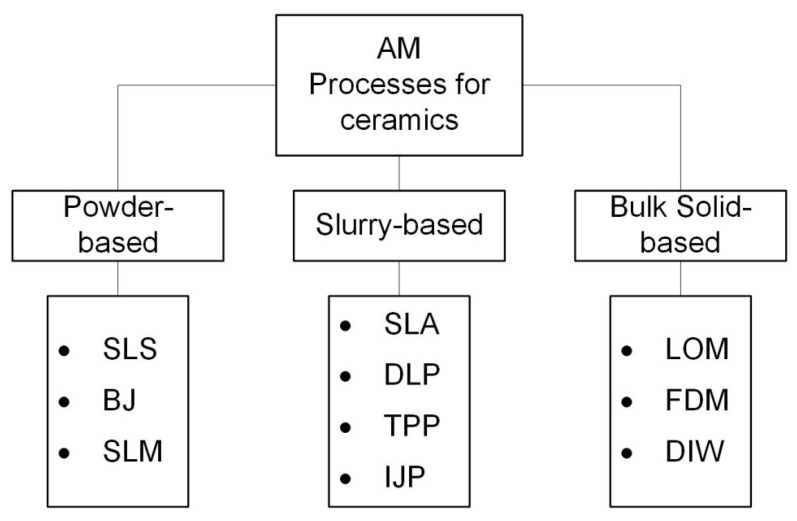
In the present work, the state of the art of the most common additive manufacturing (AM) technologies used for the manufacturing of complex shape structures of graphene-based ceramic nanocomposites, ceramic and graphene-based parts is explained. A brief overview of the AM processes for ceramic, which are grouped by the type of feedstock used in each technology, is presented. The main technical factors that affect the quality of the final product were reviewed. The AM processes used for 3D printing of graphene-based materials are described in more detail; moreover, some studies in a wide range of applications related to these AM techniques are cited. Furthermore, different feedstock formulations and their corresponding rheological behavior were explained. Additionally, the most important works about the fabrication of composites using graphene-based ceramic pastes by Direct Ink Writing (DIW) are disclosed in detail and illustrated with representative examples. Various examples of the most relevant approaches for the manufacturing of graphene-based ceramic nanocomposites by DIW are provided.
Keywords: additive manufacturing; ceramic nanocomposites; direct ink writing; graphene oxide; graphene-based paste.
Conflict of interest statement
The authors declare no conflict of interest.
Figures

References
-
- Kingery W.D., Bowen H.K., Uhlmann D.R. Introduction to Ceramics. 2nd ed. Wiley; New York, NY, USA: 1976. pp. 1–1056.
-
- Carter C.B., Norton M.G. Ceramic Materials: Science and Engineering. Springer; New York, NY, USA: 2013. pp. 1–766.
-
- Smirnov A., Kurland H.-D., Grabow J., Müller F.A., Bartolomé J.F. Microstructure, mechanical properties and low temperature degradation resistance of 2Y-TZP ceramic materials derived from nanopowders prepared by laser vaporization. J. Eur. Ceram. Soc. 2015;35:2685–2691. doi: 10.1016/j.jeurceramsoc.2015.03.006. - DOI
-
- Smirnov A., Bartolomé J.F., Kurland H.-D., Grabow J., Müller F.A. Design of a new zirconia-alumina-Ta micro-nanocomposite with unique mechanical properties. J. Am. Ceram. Soc. 2016;99:3205–3209. doi: 10.1111/jace.14460. - DOI
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
