

Pandora's Box-Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V
- PMID: 32731434
- PMCID: PMC7436019
- DOI: 10.3390/ma13153348
Pandora's Box-Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V
Abstract
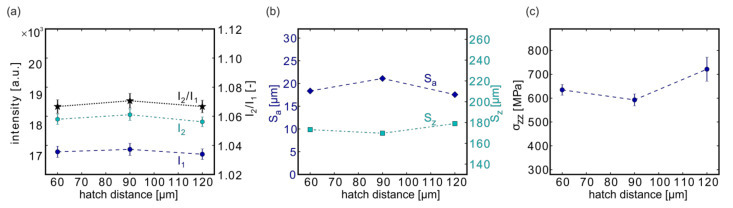
The contour scan strategies in laser powder bed fusion (LPBF) of Ti-6Al-4V were studied at the coupon level. These scan strategies determined the surface qualities and subsurface residual stresses. The correlations to these properties were identified for an optimization of the LPBF processing. The surface roughness and the residual stresses in build direction were linked: combining high laser power and high scan velocities with at least two contour lines substantially reduced the surface roughness, expressed by the arithmetic mean height, from values as high as 30 µm to 13 µm, while the residual stresses rose from ~340 to about 800 MPa. At this stress level, manufactured rocket fuel injector components evidenced macroscopic cracking. A scan strategy completing the contour region at 100 W and 1050 mm/s is recommended as a compromise between residual stresses (625 MPa) and surface quality (14.2 µm). The LPBF builds were monitored with an in-line twin-photodiode-based melt pool monitoring (MPM) system, which revealed a correlation between the intensity quotient I2/I1, the surface roughness, and the residual stresses. Thus, this MPM system can provide a predictive estimate of the surface quality of the samples and resulting residual stresses in the material generated during LPBF.
Keywords: Ti-6Al-4V; additive manufacturing; contour scan strategy; melt pool monitoring; residual stress; surface roughness; synchrotron X-ray diffraction.
Conflict of interest statement
The authors declare no conflict of interest.
Figures














References
-
- Dutta B., Froes F.H. Chapter 1—The Additive Manufacturing of Titanium Alloys. In: Dutta B., Froes F.H., editors. Additive Manufacturing of Titanium Alloys. Butterworth-Heinemann; Kidlington, UK: 2016. pp. 1–10. - DOI
-
- ISO/ASTM 52900 . Additive Manufacturing—General Principles—Terminology. Beuth Verlag; Berlin, Germany: 2016.
-
- Gibson I., Rosen D.W., Stucker B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing. Springer; Boston, MA, USA: 2010. Design for Additive Manufacturing; pp. 299–332. - DOI
-
- Gunther J., Leuders S., Koppa P., Troster T., Henkel S., Biermann H., Niendorf T. On the effect of internal channels and surface roughness on the high-cycle fatigue performance of Ti-6Al-4V processed by SLM. Mat. Des. 2018;143:1–11. doi: 10.1016/j.matdes.2018.01.042. - DOI
-
- Chen Z., Wu X., Tomus D., Davies C.H.J. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018;21:91–103. doi: 10.1016/j.addma.2018.02.009. - DOI
LinkOut - more resources
Full Text Sources
