

3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication-A Review
- PMID: 32987905
- PMCID: PMC7601740
- DOI: 10.3390/polym12102188
3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication-A Review
Abstract
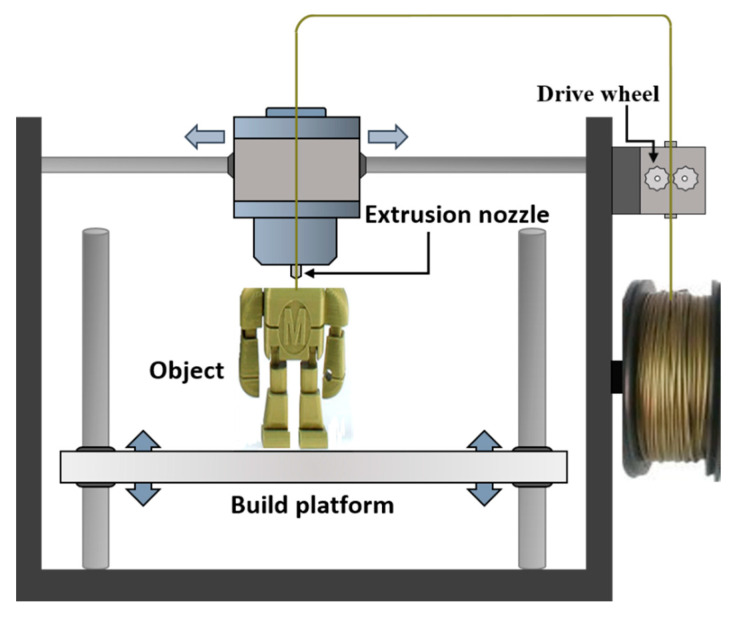
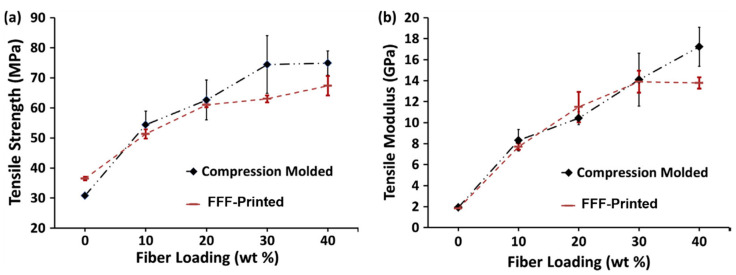
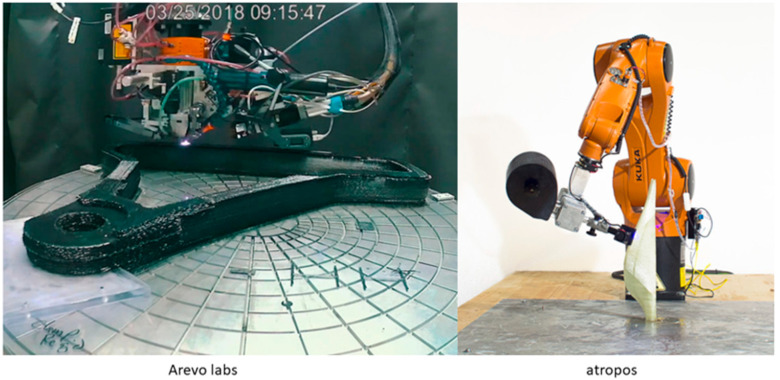
Three-dimensional (3D) printing has been successfully applied for the fabrication of polymer components ranging from prototypes to final products. An issue, however, is that the resulting 3D printed parts exhibit inferior mechanical performance to parts fabricated using conventional polymer processing technologies, such as compression moulding. The addition of fibres and other materials into the polymer matrix to form a composite can yield a significant enhancement in the structural strength of printed polymer parts. This review focuses on the enhanced mechanical performance obtained through the printing of fibre-reinforced polymer composites, using the fused filament fabrication (FFF) 3D printing technique. The uses of both short and continuous fibre-reinforced polymer composites are reviewed. Finally, examples of some applications of FFF printed polymer composites using robotic processes are highlighted.
Keywords: fibre reinforcement; fused filament fabrication; mechanical properties; polymers.
Conflict of interest statement
The authors declare no conflict of interest. The funders had no role in the design of the study, in the collection or interpretation of data, in the writing of the manuscript, or in the decision to publish.
Figures
References
-
- Sun Q., Rizvi G.M., Bellehumeur C.T., Gu P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008;14:72–80. doi: 10.1108/13552540810862028. - DOI
-
- Torrado A.R., Shemelya C.M., English J.D., Lin Y., Wicker R.B., Roberson D.A. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit. Manuf. 2015;6:16–29. doi: 10.1016/j.addma.2015.02.001. - DOI
-
- Abourayana H.M., Dobbyn P.J., Dowling D.P. Enhancing the mechanical performance of additive manufactured polymer components using atmospheric plasma pre-treatments. Plasma Process Polym. 2018 doi: 10.1002/ppap.201700141. - DOI
-
- Torrado A.R., Roberson D.A. Failure analysis and anisotropy evaluation of 3D-printed tensile test specimens of different geometries and print raster patterns. J. Fail. Anal. Prev. 2016;16:154–164. doi: 10.1007/s11668-016-0067-4. - DOI
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
