

3D Printed Contact Lenses
- PMID: 33464813
- PMCID: PMC8396802
- DOI: 10.1021/acsbiomaterials.0c01470
3D Printed Contact Lenses
Abstract
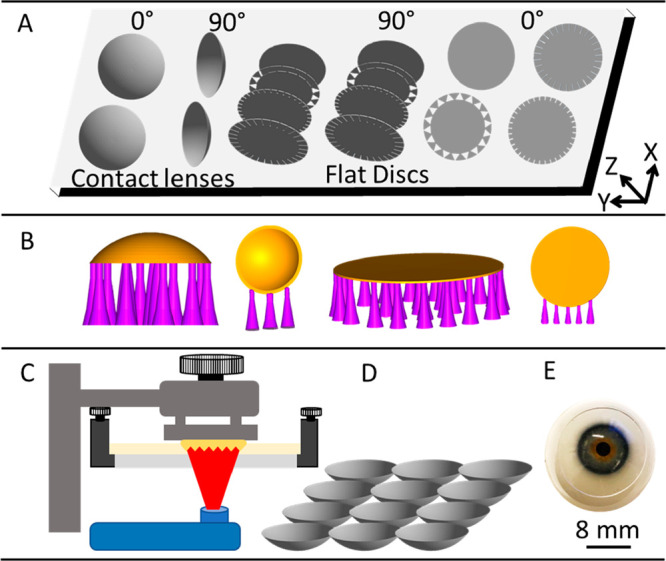
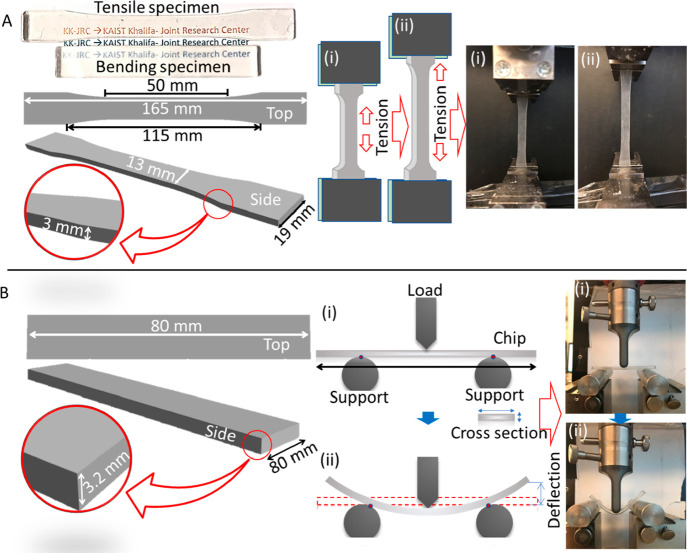
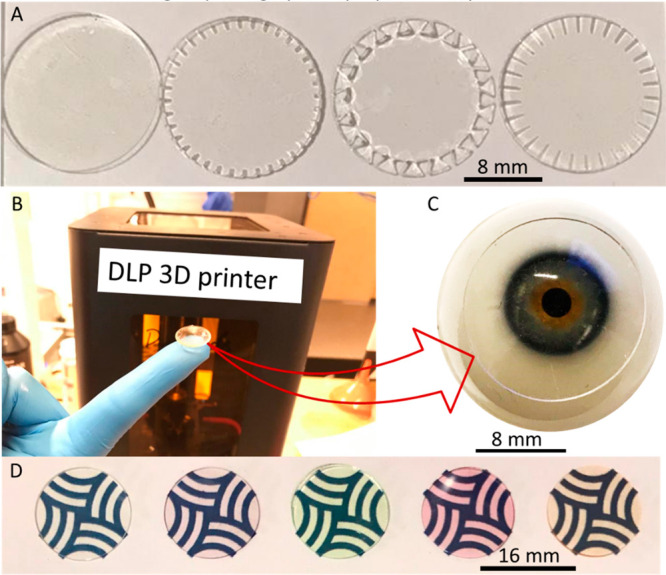
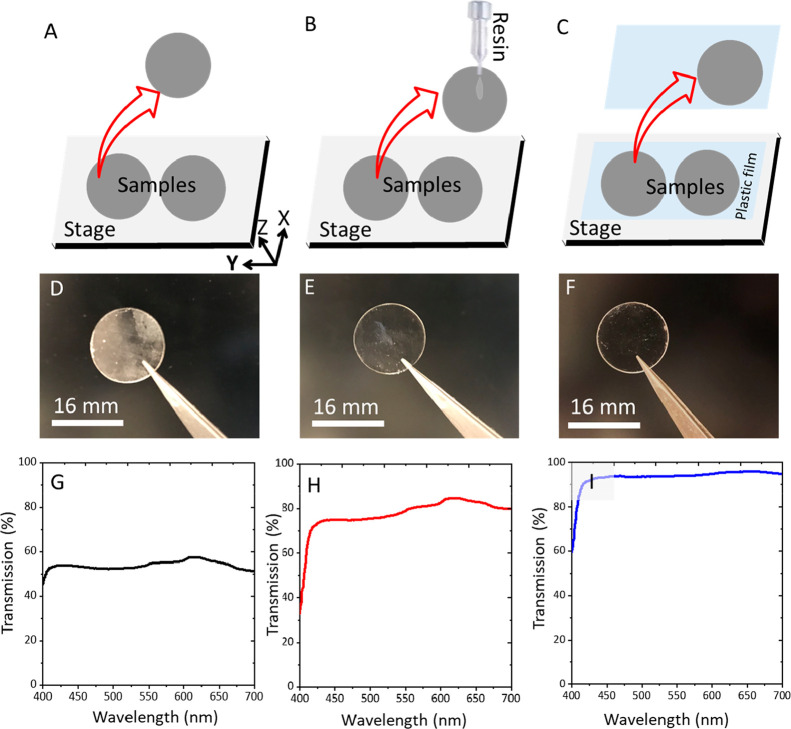
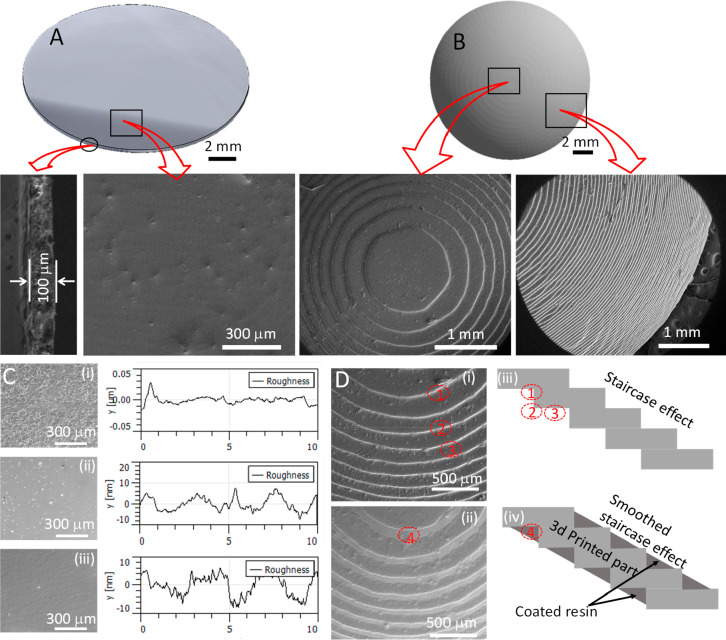
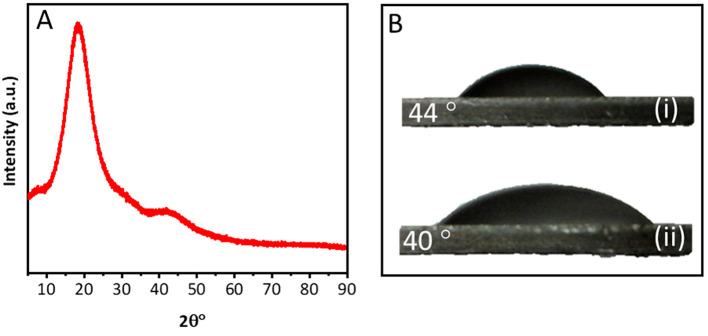
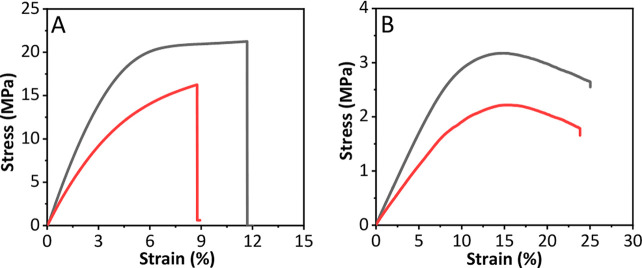
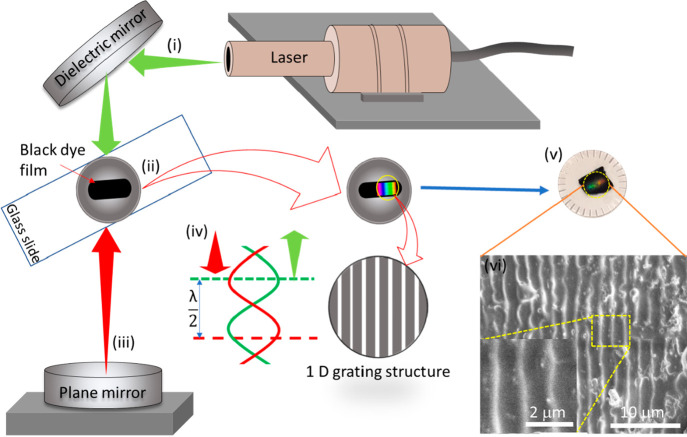
Although the manufacturing processes of contact lenses are well established, the use of additive manufacturing for their fabrication opens many new possibilities to explore. The current study demonstrates the fabrication of personalized smart contract lenses utilizing additive manufacturing. The study includes 3-dimensional (3D) modeling of contact lenses with the assistance of a computer aided designing tool based on standard commercial contact lens dimension, followed by the selection of the suitable materials and 3D printing of contact lenses. The 3D printing parameters were optimized to achieve the desired lens geometries, and a post processing treatment was performed to achieve a smooth surface finish. The study also presents functionalized contact lenses with built-in sensing abilities by utilizing microchannels at the contact lens edges. Tinted contact lenses were printed and nanopatterns were textured onto the contact lens surfaces through holographic laser ablation. 3D printed contact lenses have advantages over conventional contact lenses, offering customized ophthalmic devices and the capability to integrate with optical sensors for diagnostics.
Keywords: additive manufacturing; contact lenses; laser printing; nanopatterning; sensing.
Conflict of interest statement
The authors declare no competing financial interest.
Figures
References
Publication types
MeSH terms
LinkOut - more resources
Full Text Sources
Other Literature Sources
Medical