

Enhancing Mechanical Properties of Polymer 3D Printed Parts
- PMID: 33668615
- PMCID: PMC7918060
- DOI: 10.3390/polym13040562
Enhancing Mechanical Properties of Polymer 3D Printed Parts
Abstract
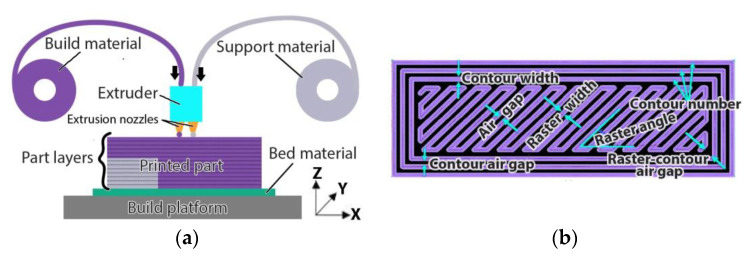
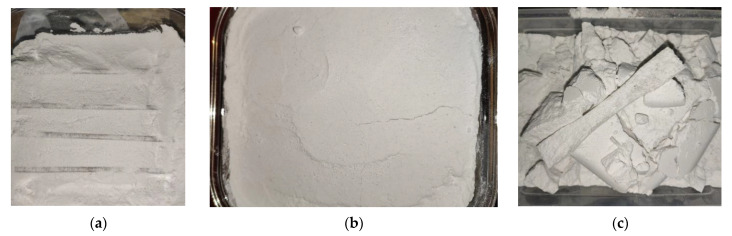
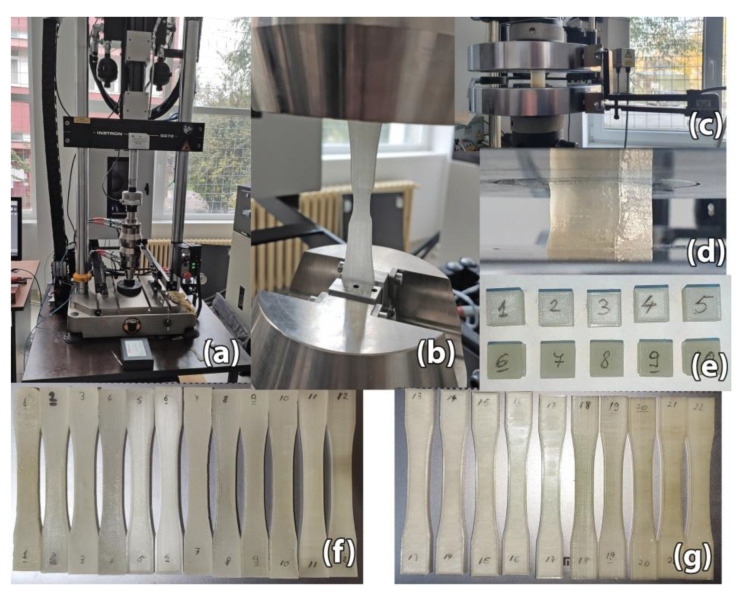
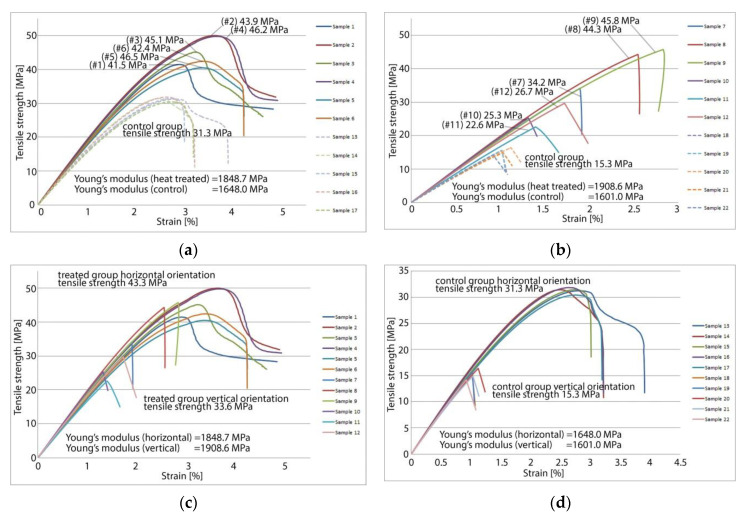
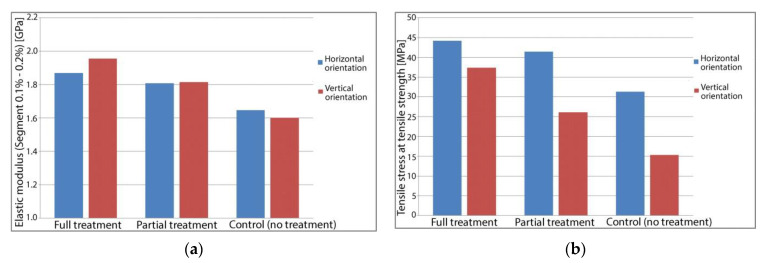
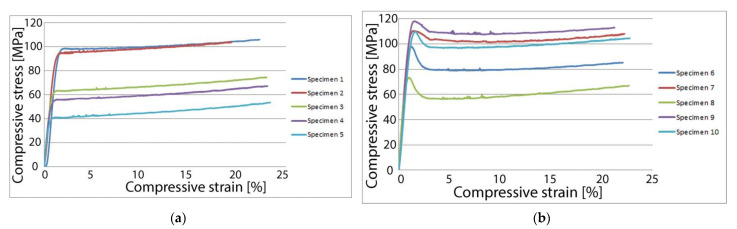
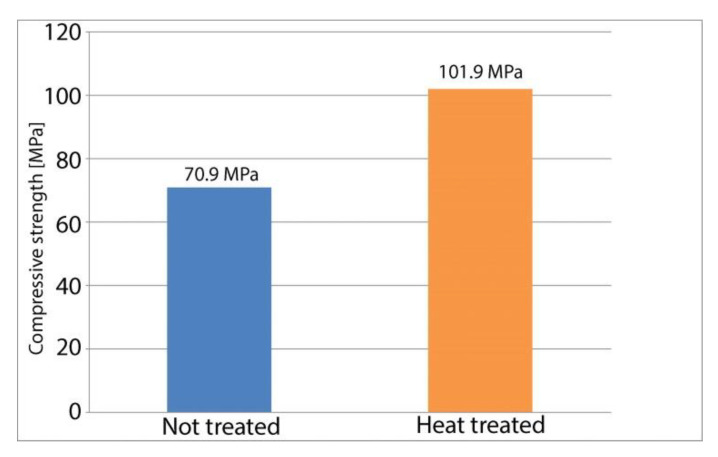
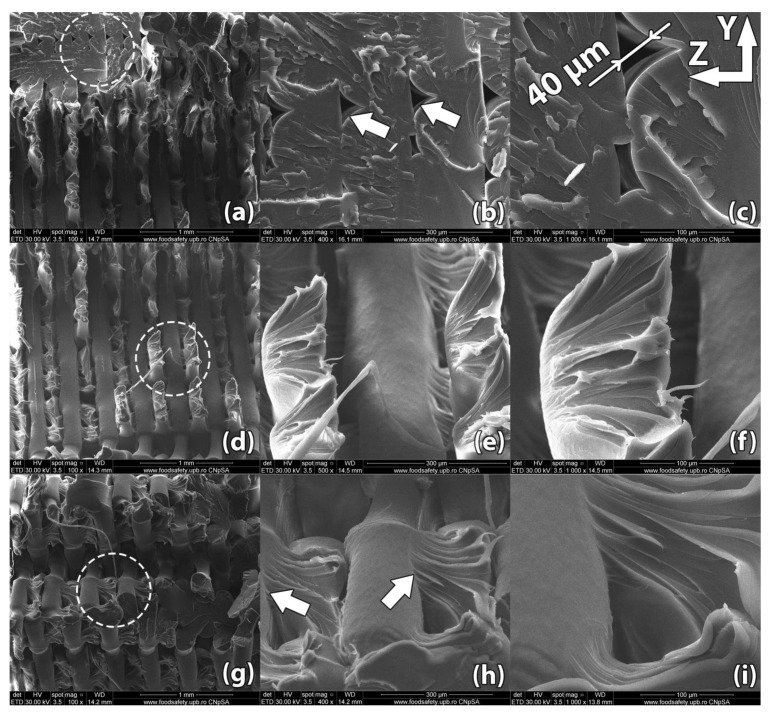
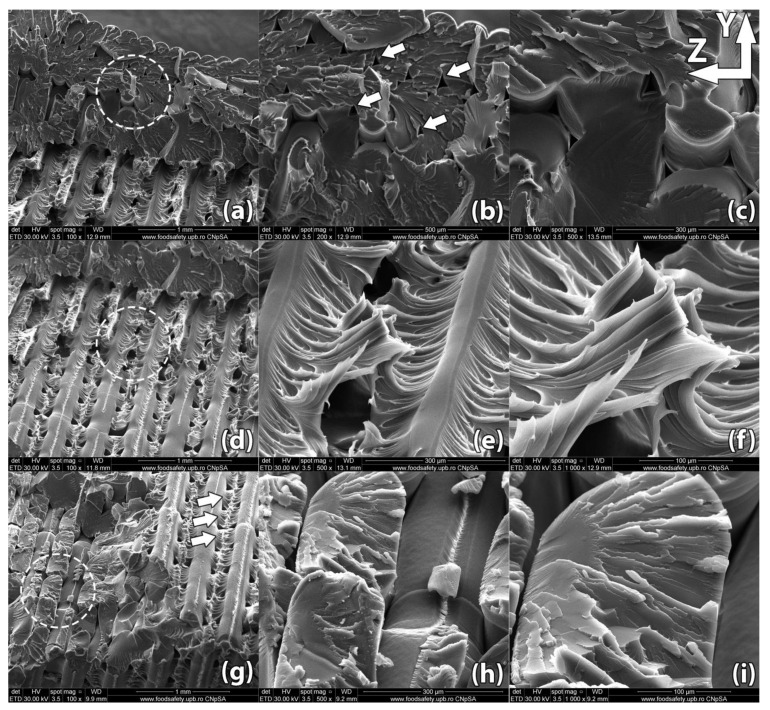
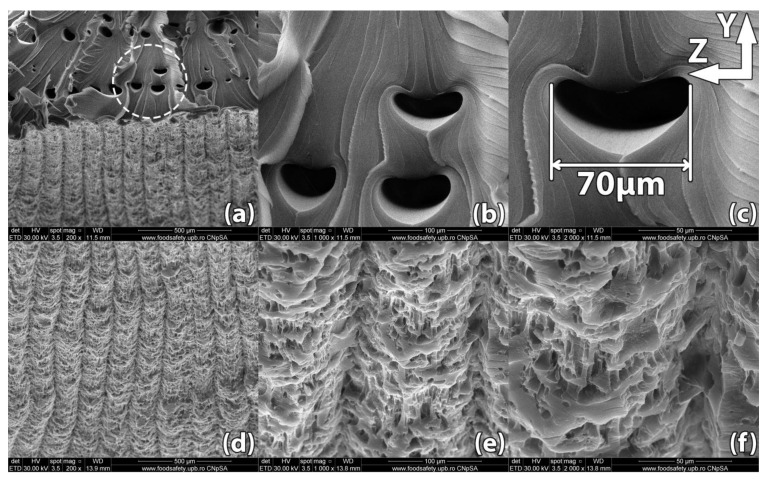
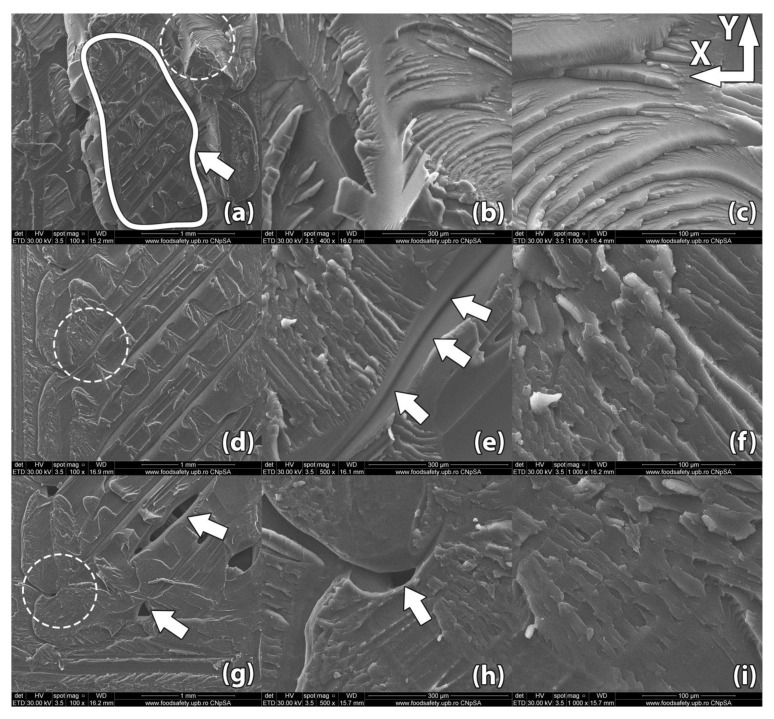
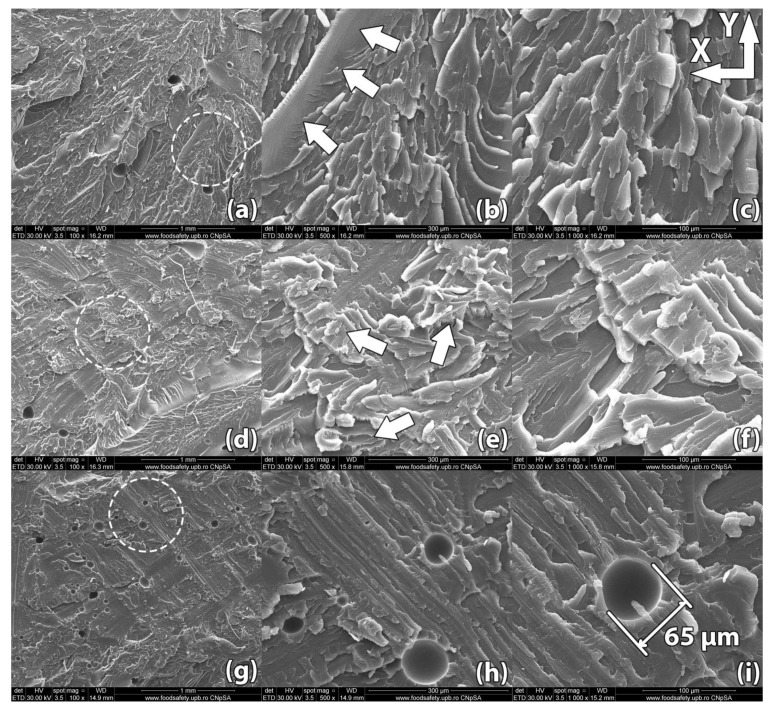
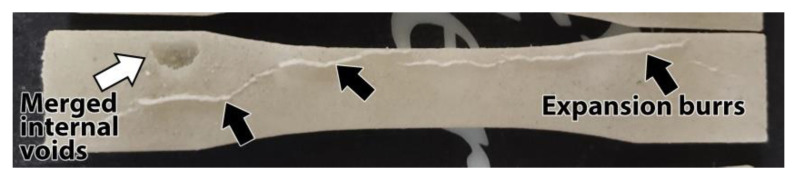
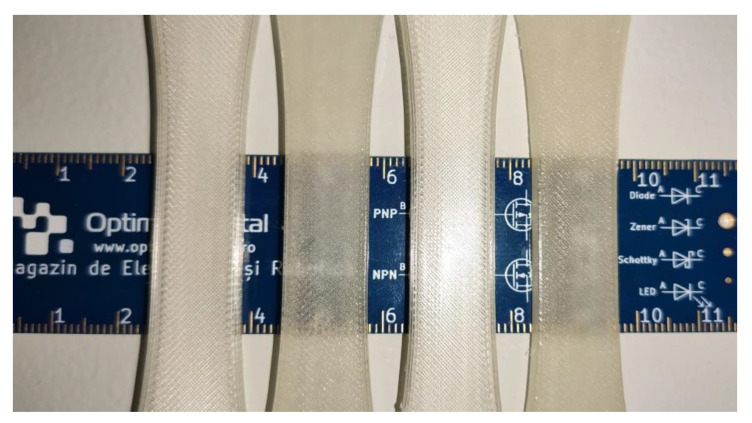
Parts made from thermoplastic polymers fabricated through 3D printing have reduced mechanical properties compared to those fabricated through injection molding. This paper analyzes a post-processing heat treatment aimed at enhancing mechanical properties of 3D printed parts, in order to reduce the difference mentioned above and thus increase their applicability in functional applications. Polyethylene Terephthalate Glycol (PETG) polymer is used to 3D print test parts with 100% infill. After printing, samples are packed in sodium chloride powder and then heat treated at a temperature of 220 °C for 5 to 15 min. During heat treatment, the powder acts as support, preventing deformation of the parts. Results of destructive testing experiments show a significant increase in tensile and compressive strength following heat treatment. Treated parts 3D printed in vertical orientation, usually the weakest, display 143% higher tensile strength compared to a control group, surpassing the tensile strength of untreated parts printed in horizontal orientation-usually the strongest. Furthermore, compressive strength increases by 50% following heat treatment compared to control group. SEM analysis reveals improved internal structure after heat treatment. These results show that the investigated heat treatment increases mechanical characteristics of 3D printed PETG parts, without the downside of severe part deformation, thus reducing the performance gap between 3D printing and injection molding when using common polymers.
Keywords: 3D printed; PETG; polymer remelting.
Conflict of interest statement
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
Figures
References
-
- Hull C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. No. 4575330. U.S. Patent. 1984 Aug 8;
-
- Crump S.S. Apparatus and Method for Creating Three-Dimensional Object. No. 5121329. U.S. Patent. 1989 Oct 30;
-
- Steenhuis H.-J., Pretorius L. Consumer additive manufacturing or 3D printing adoption: An exploratory study. J. Manuf. Technol. Manag. 2016;27:990–1012. doi: 10.1108/JMTM-01-2016-0002. - DOI
-
- Sepasgozar S.M.E., Shi A., Yang L., Shirowzhan S., Edwards D.J. Additive Manufacturing Applications for Industry 4.0: A Systematic Critical Review. Buildings. 2020;10:231. doi: 10.3390/buildings10120231. - DOI
-
- MarketsandMarkets . Market. Research Report: Industrial 3D Printing Market by Offering, Application, Process, Technology, Industry and Geography—Global Forecast to 2025. MarketsandMarkets; Northbrook, IL, USA: 2020. Report ID SE 4293.
Grants and funding
LinkOut - more resources
Full Text Sources
Other Literature Sources
Miscellaneous
