

Additive Manufacture of Small-Scale Metamaterial Structures for Acoustic and Ultrasonic Applications
- PMID: 34072508
- PMCID: PMC8226526
- DOI: 10.3390/mi12060634
Additive Manufacture of Small-Scale Metamaterial Structures for Acoustic and Ultrasonic Applications
Abstract
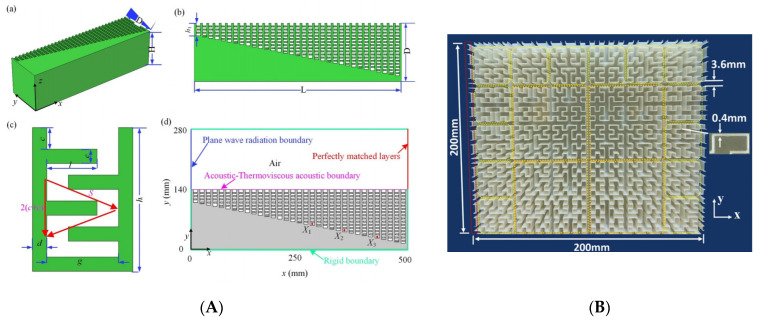
Acoustic metamaterials are large-scale materials with small-scale structures. These structures allow for unusual interaction with propagating sound and endow the large-scale material with exceptional acoustic properties not found in normal materials. However, their multi-scale nature means that the manufacture of these materials is not trivial, often requiring micron-scale resolution over centimetre length scales. In this review, we bring together a variety of acoustic metamaterial designs and separately discuss ways to create them using the latest trends in additive manufacturing. We highlight the advantages and disadvantages of different techniques that act as barriers towards the development of realisable acoustic metamaterials for practical audio and ultrasonic applications and speculate on potential future developments.
Keywords: acoustic metamaterials; acoustics; additive manufacturing; ultrasonics.
Conflict of interest statement
The authors declare no conflict of interest.
Figures









































References
-
- Olsson Iii R.H., El-Kady I. Microfabricated phononic crystal devices and applications. Meas. Sci. Technol. 2008;20:012002. doi: 10.1088/0957-0233/20/1/012002. - DOI
-
- Fritzler K.B., Prinz V.Y. 3D printing methods for micro- and nanostructures. Phys. Uspekhi. 2019;62:54–69. doi: 10.3367/UFNe.2017.11.038239. - DOI
-
- Panda D., Mohanty A.R. Sonic crystals for highway noise reduction. In: Singh M., Rafat Y., editors. Recent Developments in Acoustics. Springer; Singapore: 2021. pp. 119–128.
-
- Acoustic Metamaterials Group Acousticmetamaterials.org. [(accessed on 13 April 2021)]; Available online: https://acousticmetamaterials.org/
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
