

Mixed-Matrix Membrane Fabrication for Water Treatment
- PMID: 34436320
- PMCID: PMC8402158
- DOI: 10.3390/membranes11080557
Mixed-Matrix Membrane Fabrication for Water Treatment
Abstract
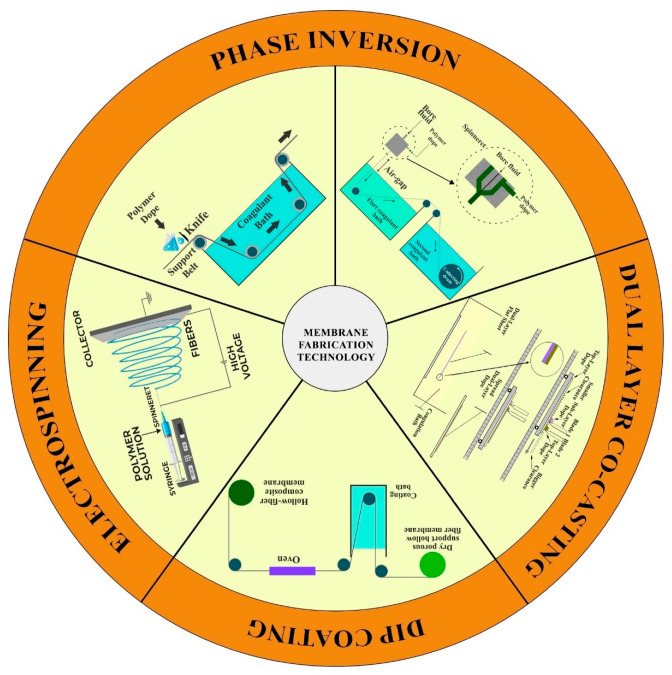
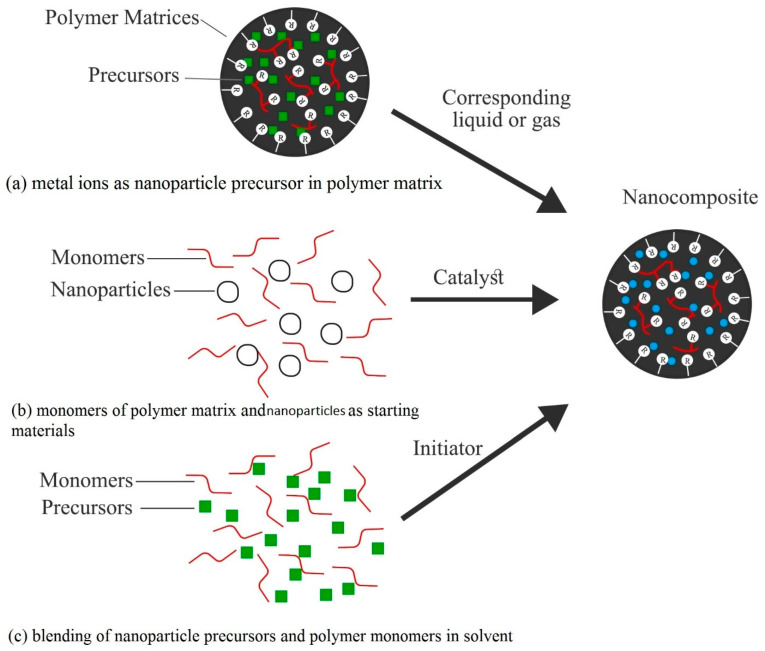
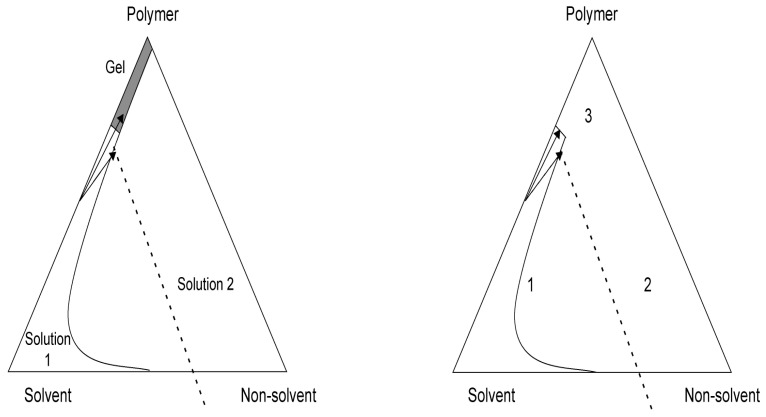
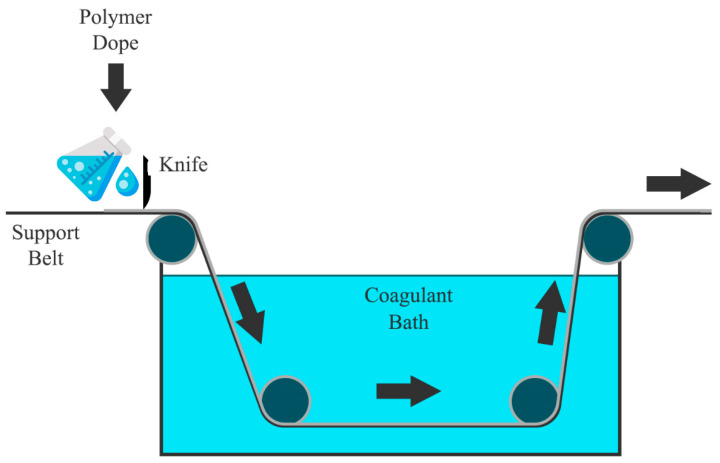
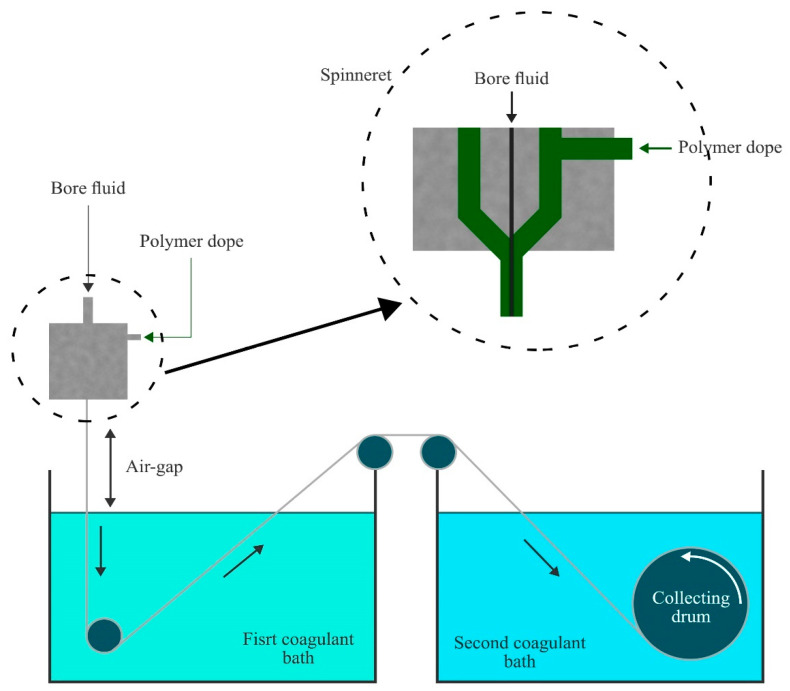
In recent years, technology for the fabrication of mixed-matrix membranes has received significant research interest due to the widespread use of mixed-matrix membranes (MMMs) for various separation processes, as well as biomedical applications. MMMs possess a wide range of properties, including selectivity, good permeability of desired liquid or gas, antifouling behavior, and desired mechanical strength, which makes them preferable for research nowadays. However, these properties of MMMs are due to their tailored and designed structure, which is possible due to a fabrication process with controlled fabrication parameters and a choice of appropriate materials, such as a polymer matrix with dispersed nanoparticulates based on a typical application. Therefore, several conventional fabrication methods such as a phase-inversion process, interfacial polymerization, co-casting, coating, electrospinning, etc., have been implemented for MMM preparation, and there is a drive for continuous modification of advanced, easy, and economic MMM fabrication technology for industrial-, small-, and bulk-scale production. This review focuses on different MMM fabrication processes and the importance of various parameter controls and membrane efficiency, as well as tackling membrane fouling with the use of nanomaterials in MMMs. Finally, future challenges and outlooks are highlighted.
Keywords: MMMs; electrospinning; fabrication; interfacial polymerization; membrane; membrane fouling; mixed-matrix membranes; nanomaterials; phase-inversion process.
Conflict of interest statement
The authors declare no conflict of interest.
Figures

References
-
- Ulbricht M. Advanced functional polymer membranes. Polymer. 2006;47:2217–2262. doi: 10.1016/j.polymer.2006.01.084. - DOI
-
- Narain R. Polymer Science and Nanotechnology: Fundamentals and Applications. Elsevier; San Diego, CA, USA: 2020.
-
- Matin A., Khan Z., Zaidi S., Boyce M. Biofouling in reverse osmosis membranes for seawater desalination: Phenomena and prevention. Desalination. 2011;281:1–16. doi: 10.1016/j.desal.2011.06.063. - DOI
-
- Goh P., Ismail A., Ng B. Carbon nanotubes for desalination: Performance evaluation and current hurdles. Desalination. 2013;308:2–14. doi: 10.1016/j.desal.2012.07.040. - DOI
-
- Baglio V., Arico A., Di Blasi A., Antonucci P., Nannetti F., Tricoli V., Antonucci V. Zeolite-based composite membranes for high temperature direct methanol fuel cells. J. Appl. Electrochem. 2005;35:207–212. doi: 10.1007/s10800-004-6202-z. - DOI
Publication types
LinkOut - more resources
Full Text Sources
Other Literature Sources
