

Analytical and Numerical Models of Thermoplastics: A Review Aimed to Pellet Extrusion-Based Additive Manufacturing
- PMID: 34578060
- PMCID: PMC8467613
- DOI: 10.3390/polym13183160
Analytical and Numerical Models of Thermoplastics: A Review Aimed to Pellet Extrusion-Based Additive Manufacturing
Abstract
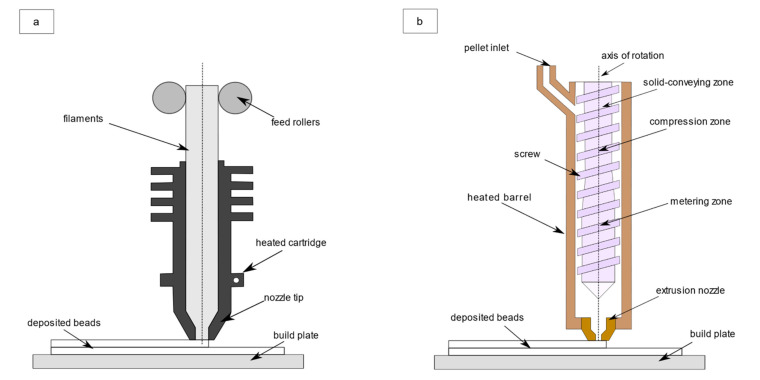
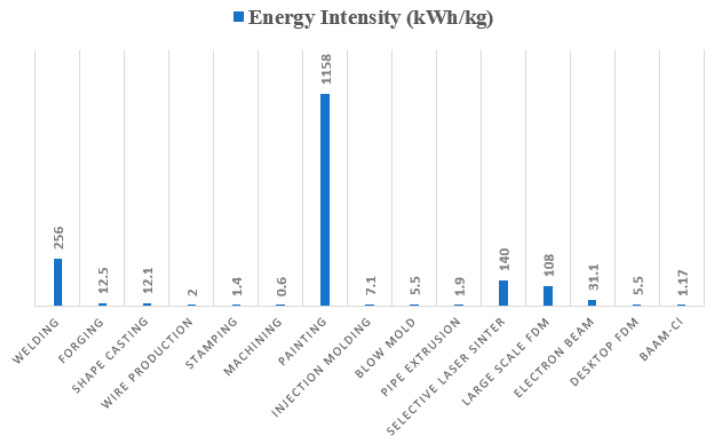
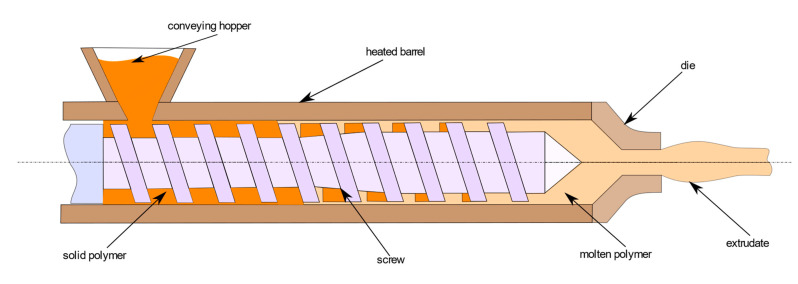
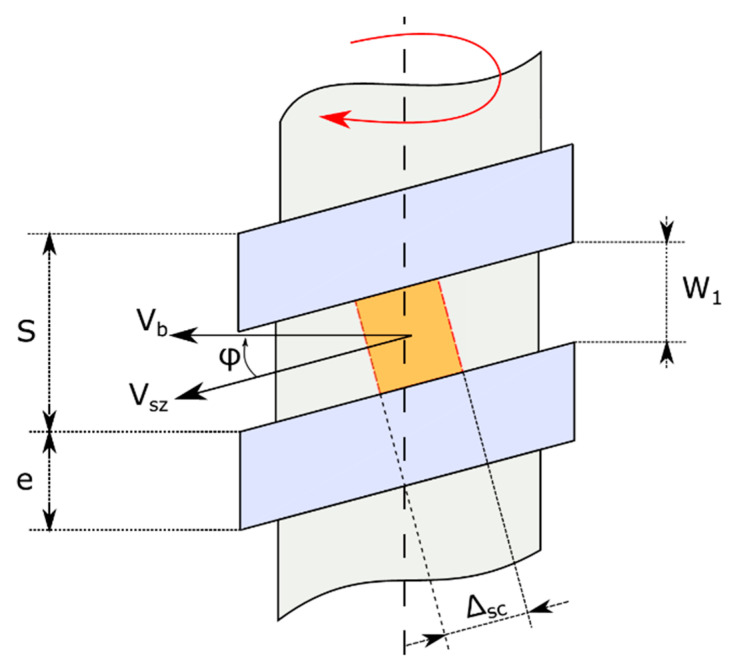
Recent developments in additive manufacturing have moved towards a new trend in material extrusion processes (ISO/ASTM 52910:2018), dealing with the direct extrusion of thermoplastic and composite material from pellets. This growing interest is driven by the reduction of costs, environmental impact, energy consumption, and the possibility to increase the range of printable materials. Pellet additive manufacturing (PAM) can cover the same applications as fused filament fabrication (FFF), and in addition, can lead to scale towards larger workspaces that cannot be covered by FFF, due to the limited diameters of standard filaments. In the first case, the process is known as micro- or mini-extrusion (MiE) in the literature, in the second case the expression big area additive manufacturing (BAAM) is very common. Several models are available in literature regarding filament extrusion, while there is a lack of modeling of the extrusion dynamics in PAM. Physical and chemical phenomena involved in PAM have high overlap with those characterizing injection molding (IM). Therefore, a systematic study of IM literature can lead to a selection of the most promising models for PAM, both for lower (MiE) and larger (BAAM) extruder dimensions. The models concerning the IM process have been reviewed with this aim: the extraction of information useful for the development of codes able to predict thermo-fluid dynamics performances of PAM extruders.
Keywords: additive manufacturing; industry 4.0; pellet extrusion; polymer melting modeling; single-screw extrusion.
Conflict of interest statement
The authors declare no conflict of interest.
Figures


References
-
- Haleem A., Javaid M. Additive Manufacturing Applications in Industry 4.0: A Review. J. Ind. Integr. Manag. 2019;4 doi: 10.1142/S2424862219300011. - DOI
-
- Whyman S., Arif K.M., Potgieter J. Design and development of an extrusion system for 3D printing biopolymer pellets. Int. J. Adv. Manuf. Technol. 2018;96:3417–3428. doi: 10.1007/s00170-018-1843-y. - DOI
-
- Bellini A., Shor L., Guceri S.I. New developments in fused deposition modeling of ceramics. Rapid Prototyp. J. 2005;11:214–220. doi: 10.1108/13552540510612901. - DOI
-
- Duty C.E., Kunc V., Compton B., Post B., Erdman D., Smith R., Lind R., Lloyd P., Love L. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017;23:181–189. doi: 10.1108/RPJ-12-2015-0183. - DOI
-
- Post B.K., Lind R.F., Lloyd P.D., Kunc V., Linhal J.M., Love L.J. The Economics of Big Area Additive Manufacturing; Proceedings of the Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference; Austin, TX, USA. 8–10 August 2016.
Publication types
LinkOut - more resources
Full Text Sources
Miscellaneous
