

Systematic Compounding of Ceramic Pastes in Stereolithographic Additive Manufacturing
- PMID: 34832489
- PMCID: PMC8625706
- DOI: 10.3390/ma14227090
Systematic Compounding of Ceramic Pastes in Stereolithographic Additive Manufacturing
Abstract
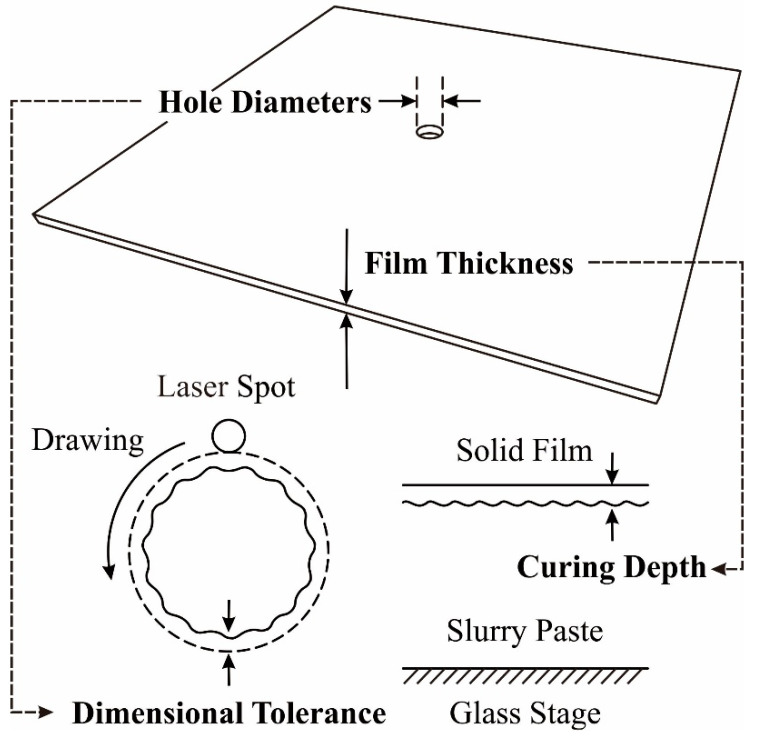
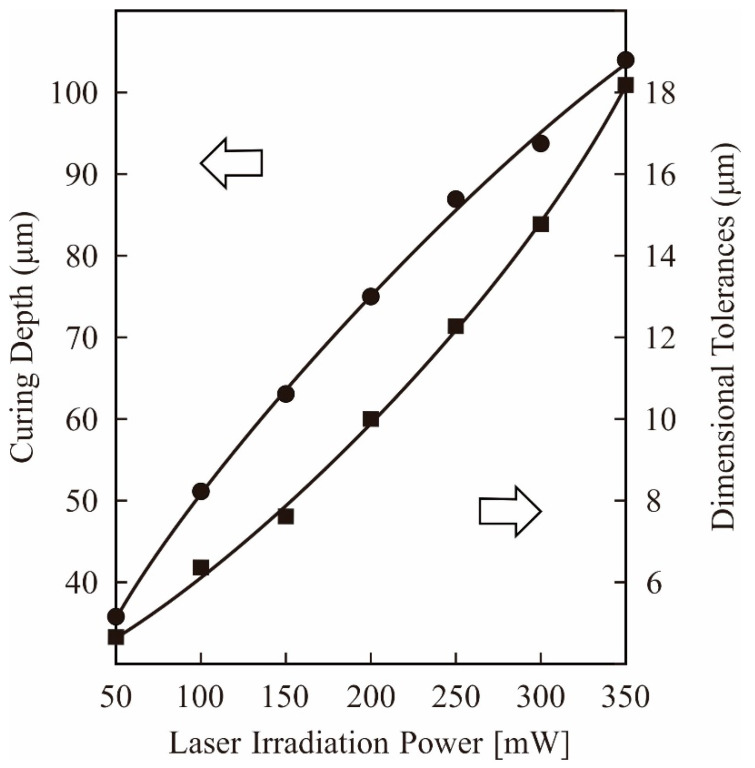
In this paper, stereolithographic additive manufacturing of ceramic dental crowns is discussed and reviewed. The accuracy of parts in ceramic processing were optimized through smart computer-aided design, manufacturing, and evaluation. Then, viscous acrylic resin, including alumina particles, were successfully compounded. The closed packing of alumina particles in acrylic pastes was virtually simulated using the distinct element method. Multimodal distributions of particle diameters were systematically optimized at an 80% volume fraction, and an ultraviolet laser beam was scanned sterically. Fine spots were continuously joined by photochemical polymerization. The optical intensity distributions from focal spots were spatially simulated using the ray tracing method. Consequently, the lithographic conditions of the curing depths and dimensional tolerances were experimentally measured and effectively improved, where solid objects were freely processed by layer stacking and interlayer bonding. The composite precursors were dewaxed and sintered along effective heat treatment patterns. The results show that linear shrinkages were reduced as the particle volume fractions were increased. Anisotropic deformations in the horizontal and vertical directions were recursively resolved along numerical feedback for graphical design. Accordingly, dense microstructures without microcracks or pores were obtained. The mechanical properties were measured as practical levels for dental applications.
Keywords: additive manufacturing; ceramic component; dental crown; nanoparticle paste; stereolithography.
Conflict of interest statement
The author declares no conflict of interest.
Figures








References
-
- Marutani Y., Kamitani T. Fabrication of solid models by sequential solidification of liauid polymer. J. Photo Polym. Sci. Technol. 1997;10:187–192. doi: 10.2494/photopolymer.10.187. - DOI
-
- Sun C., Zhang X. The influences of the material properties on ceramic micro-stereolithography. Sens. Actuators. 2002;101:364–370. doi: 10.1016/S0924-4247(02)00264-9. - DOI
-
- Kirihara S., Miyamoto Y., Kajiyama K. Fabrication of ceramic/polymer photonic crystals by stereolithography and their microwave properties. J. Am. Ceram. Soc. 2002;85:1369–1371. doi: 10.1111/j.1151-2916.2002.tb00281.x. - DOI
-
- Lee J., Le I., Cho D. Development of micro-stereolithography technology using metal powder. Microelectr. Eng. 2006;83:1253–1256. doi: 10.1016/j.mee.2006.01.192. - DOI
-
- Danforth S.C., Safari A., Ballato J., Bandyopadhyay A., Weeren R.V.A. Bandyopadhyay, process for forming of photonic bandgap structures. US Pat. 1999;5:795–997.
Publication types
LinkOut - more resources
Full Text Sources
