

Open source arc analyzer: Multi-sensor monitoring of wire arc additive manufacturing
- PMID: 35498239
- PMCID: PMC9041253
- DOI: 10.1016/j.ohx.2020.e00137
Open source arc analyzer: Multi-sensor monitoring of wire arc additive manufacturing
Erratum in
-
Erratum regarding previously published articles.HardwareX. 2021 Sep 22;10:e00235. doi: 10.1016/j.ohx.2021.e00235. eCollection 2021 Oct. HardwareX. 2021. PMID: 35607661 Free PMC article.
Abstract
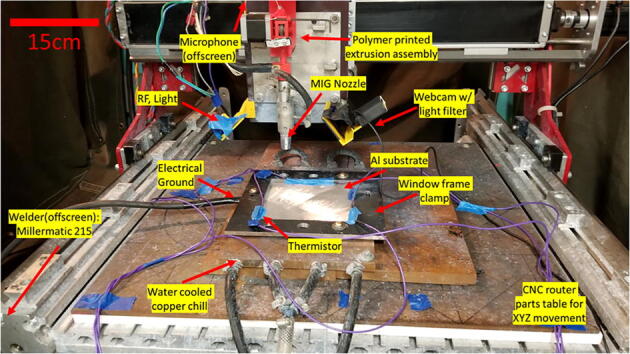
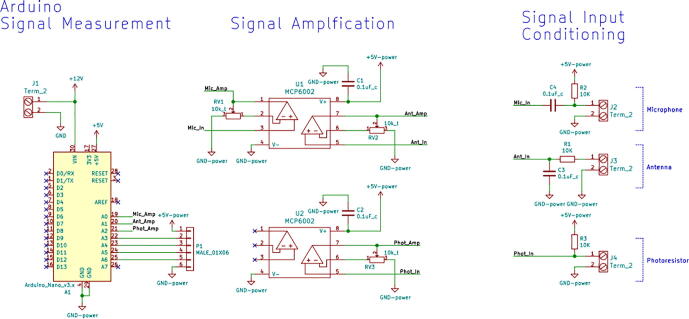
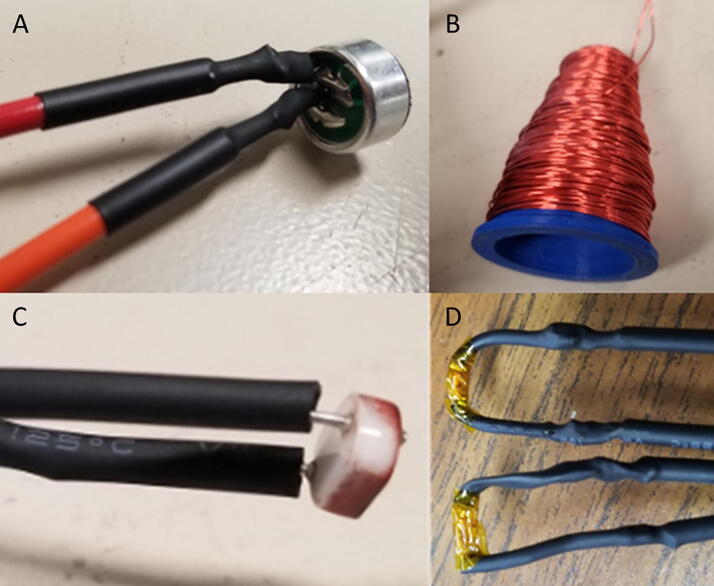
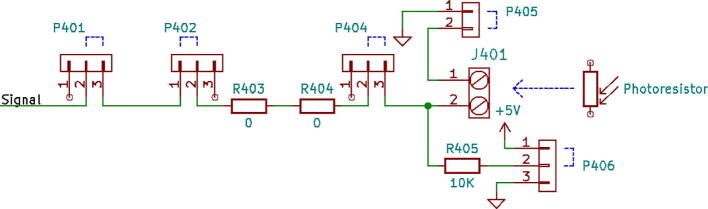
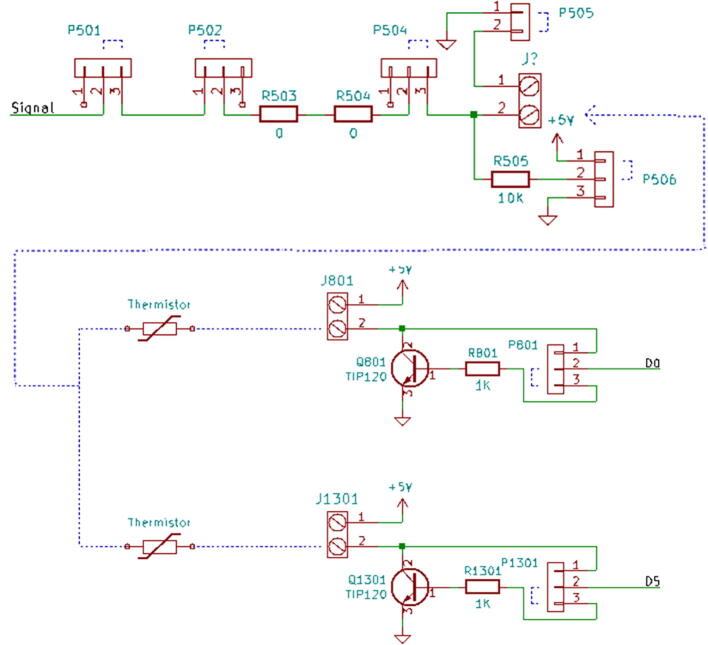
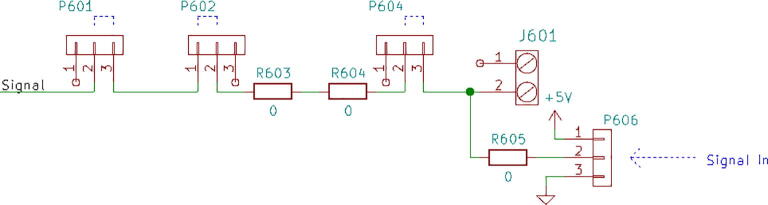
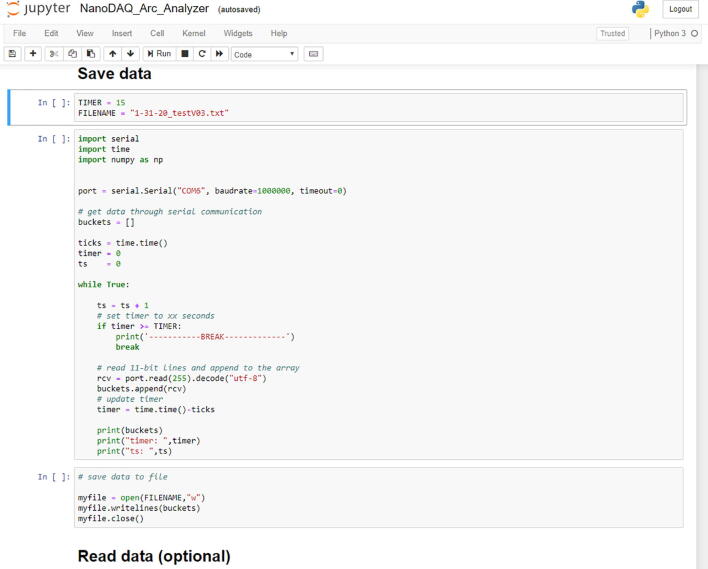
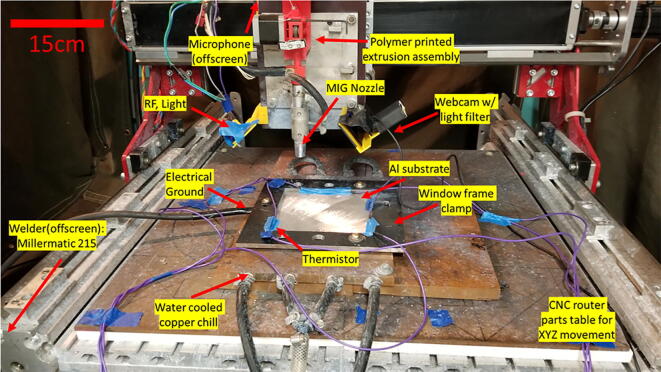
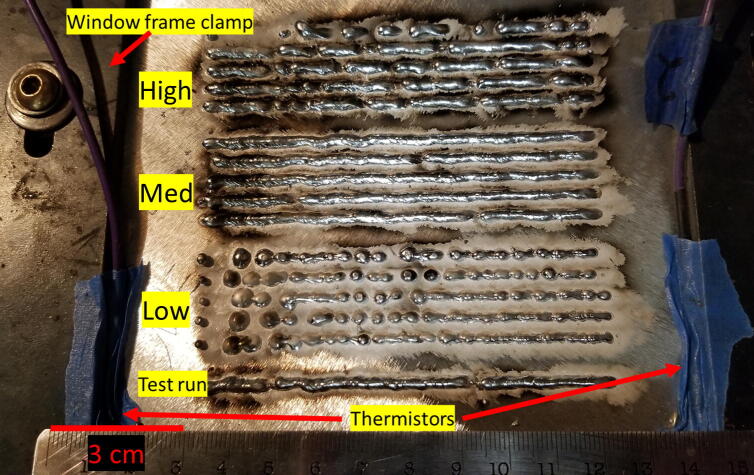
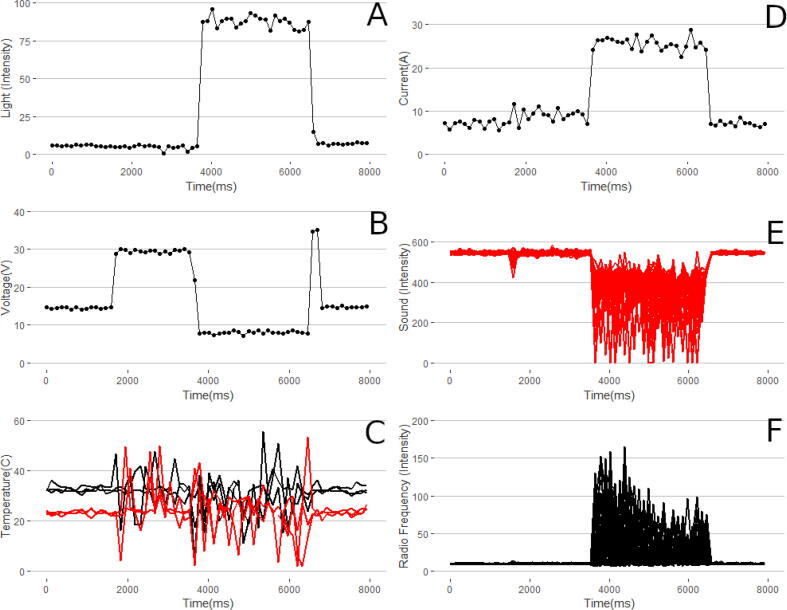
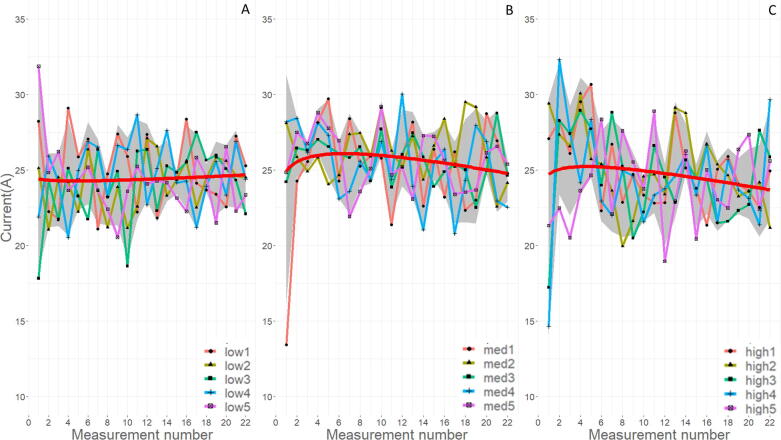
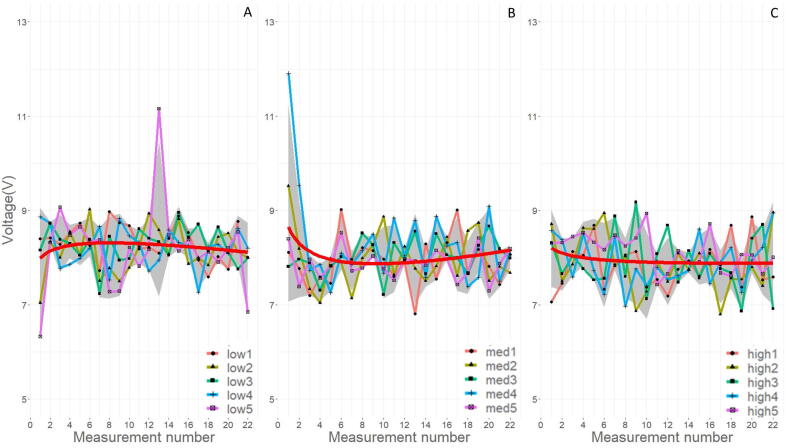
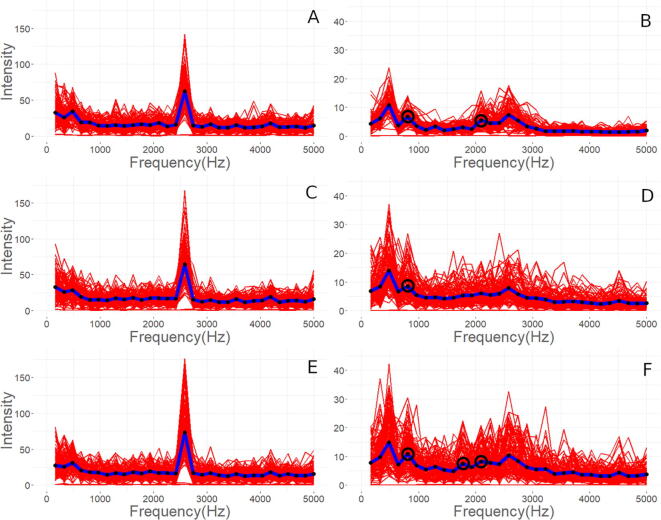
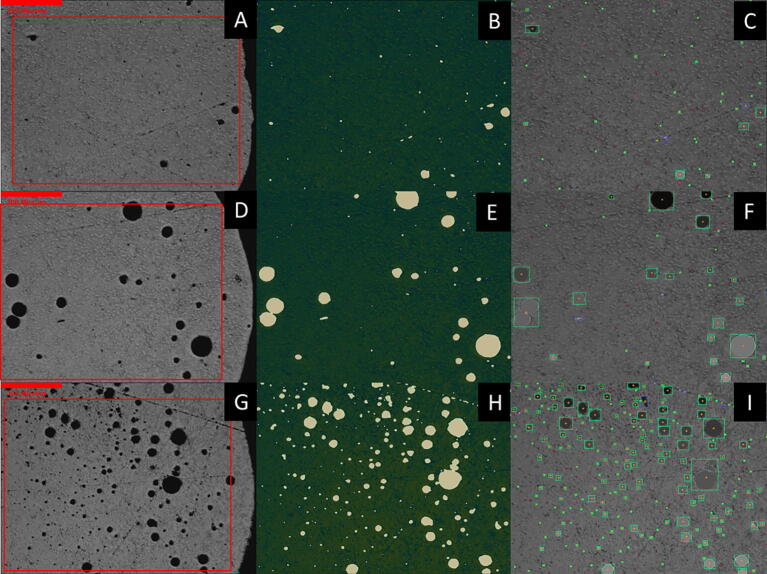
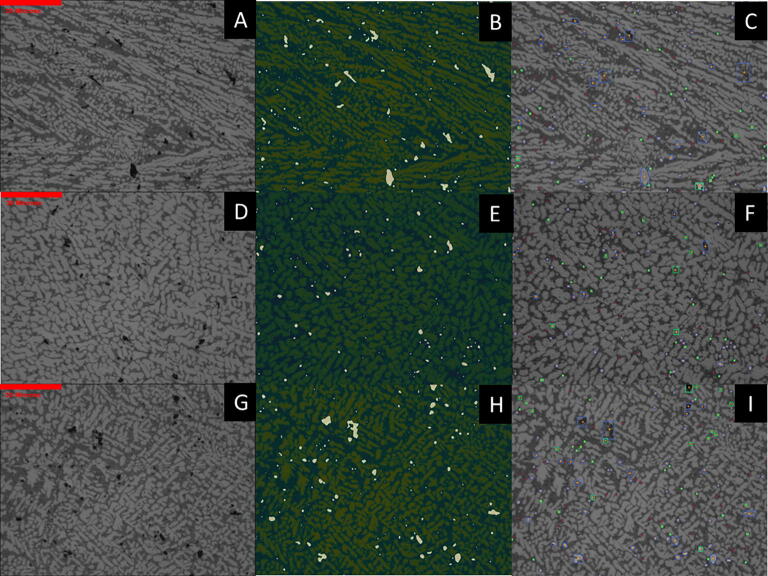
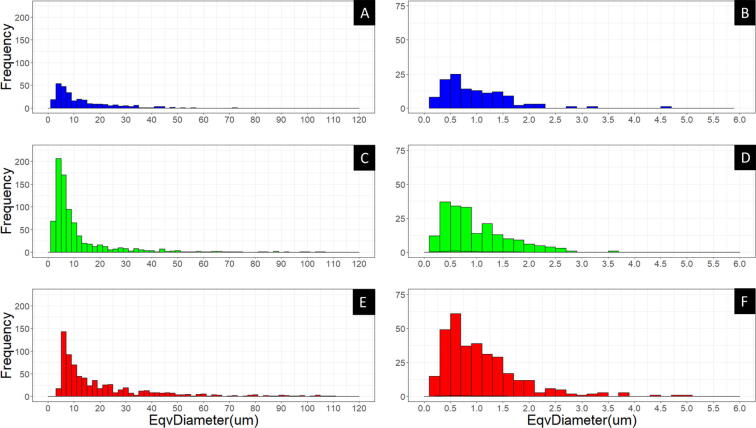
Low-cost high-resolution metal 3-D printing remains elusive for the scientific community. Low-cost gas metal arc wire (GMAW)-based 3-D printing enables wire arc additive manufacturing (WAAM) for near net shape applications, but has limited resolution due to the complexities of the arcing process. To begin to monitor and thus control these complexities, the initial designs of the open source GMAW 3-D printer have evolved to include current and voltage monitoring. Building on this prior work, in this study, the design, fabrication and use of the open source arc analyzer is described. The arc analyzer is a multi-sensor monitoring system for quantifying the processing during WAAM, which includes voltage, current, sound, light intensity, radio frequency, and temperature data outputs. The open source arc analyzer is tested here on aluminum WAAM by varying wire feed rate and measuring the resultant changes in the sensor data. Visual inspection and microstructural analysis of the printed samples looking for the presence of porosity are used as the physical indicators of quality. The value of the sensors was assessed and the most impactful sensors were found to be the light and radio frequency sensors, which showed arc extinction events and a characteristic "good weld" peak frequency.
Keywords: 3-D printing, gas metal arc weld, GMAW, metal inert gas welding, MIG welding, additive manufacturing, metal printing; Metal 3-D printing, low cost metal 3-D printer, open-source metal 3-D printer, GMAW 3-D printing; Open-source hardware; RepRap; WAAM; Welder; Welding; Wire Arc Additive Manufacturing.
© 2020 The Author(s).
Conflict of interest statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Figures



References
-
- Nilsiam Y., Sanders P., Pearce J. Applications of open source GMAW-based metal 3-D printing. J. Manuf. Mater. Process. 2018;2(1):18.
-
- Sells E., Bailard S., Smith Z., Bowyer A., RepRap O.V. Handbook of Research in Mass Customization and Personalization. World Scientific Publishing Company; 2009. The replicating rapid prototyper: maximizing customizability by breeding the means of production; pp. 568–580.
-
- Jones R., Haufe P., Sells E., Iravani P., Olliver V., Palmer C., Bowyer A. RepRap – the replicating rapid prototyper. Robotica. 2011;29:177–191. doi: 10.1017/S026357471000069X. - DOI
-
- Bowyer A. 3D printing and humanity’s first imperfect replicator. 3D print. Addit. Manuf. 2014;1:4–5. doi: 10.1089/3dp.2013.0003. - DOI
-
- Anzalone G.C., Zhang C., Wijnen B., Sanders P.G., Pearce J.M. A low-cost open-source metal 3-D printer. IEEE Access. 2013;1:803–810. doi: 10.1109/ACCESS.2013.2293018. - DOI
LinkOut - more resources
Full Text Sources
Research Materials
