Applied tutorial for the design and fabrication of biomicrofluidic devices by resin 3D printing
- PMID: 35569850
- PMCID: PMC9454328
- DOI: 10.1016/j.aca.2022.339842
Applied tutorial for the design and fabrication of biomicrofluidic devices by resin 3D printing
Abstract
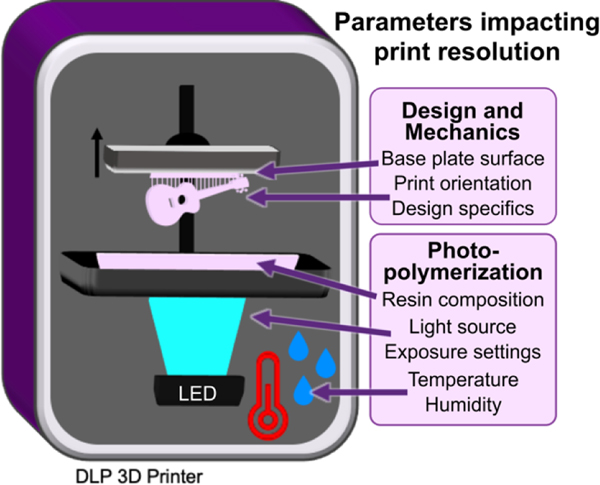
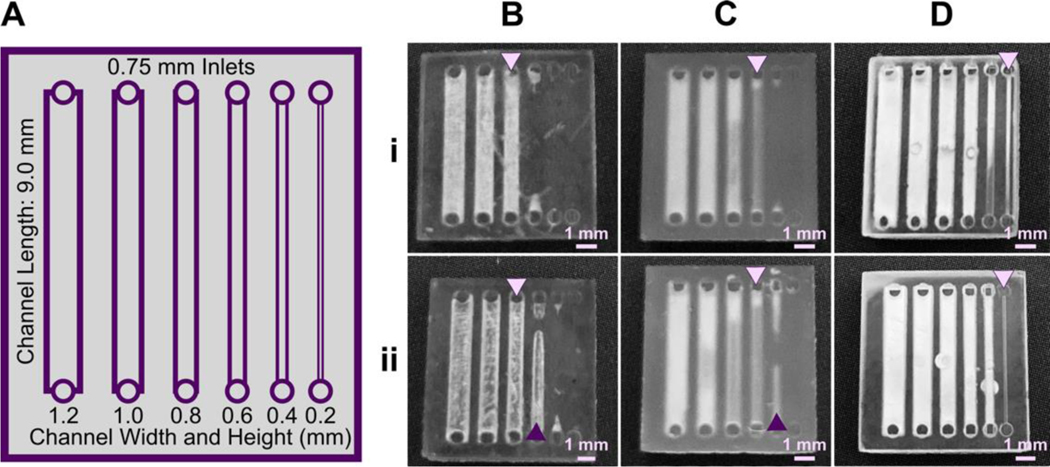
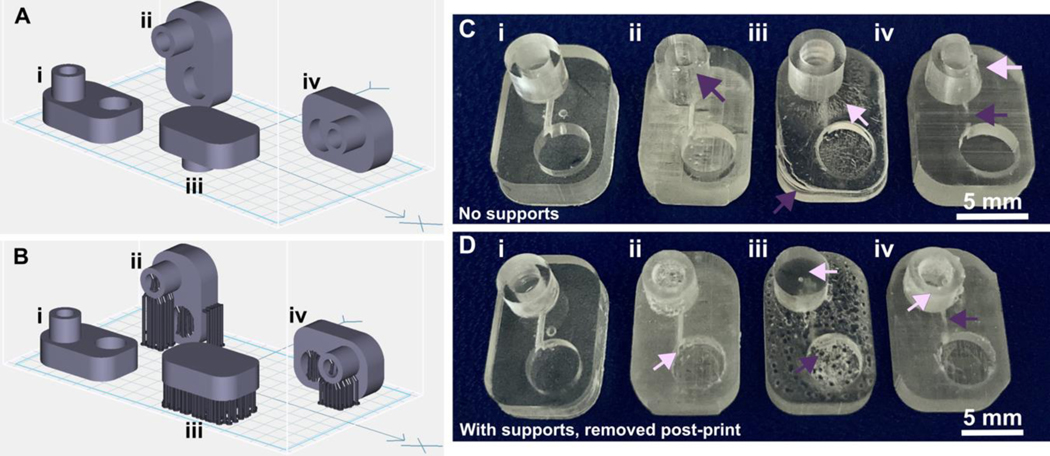
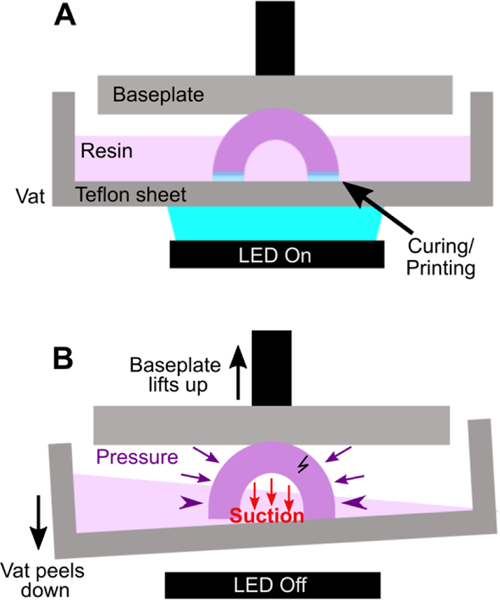
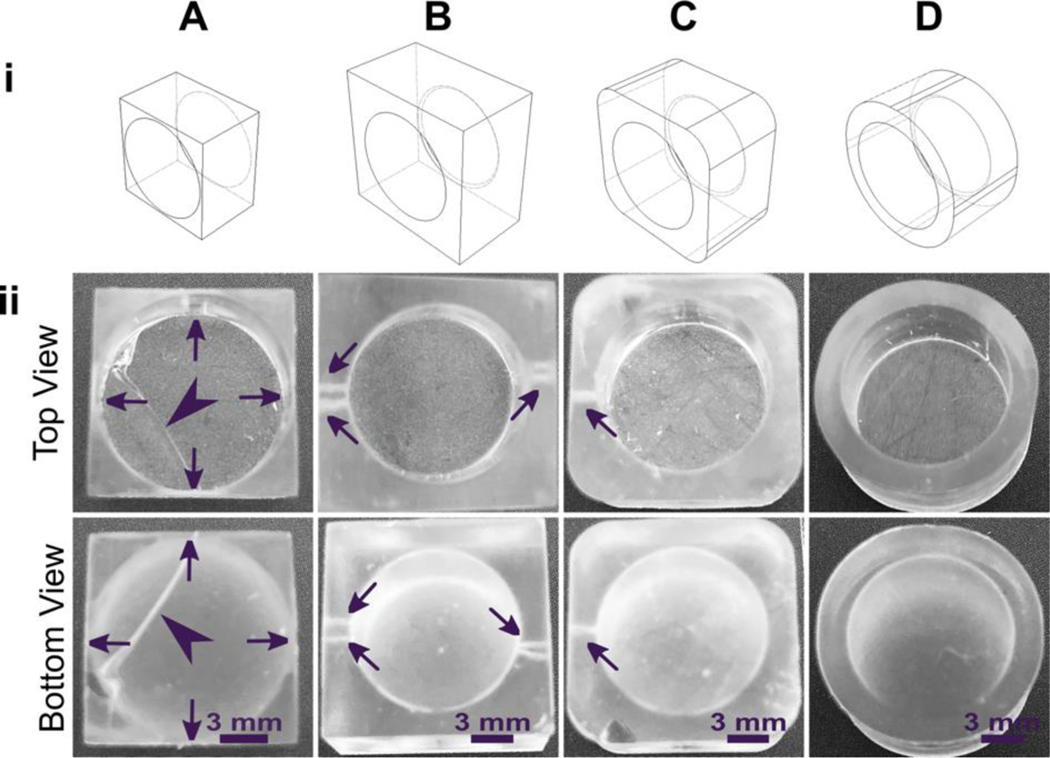
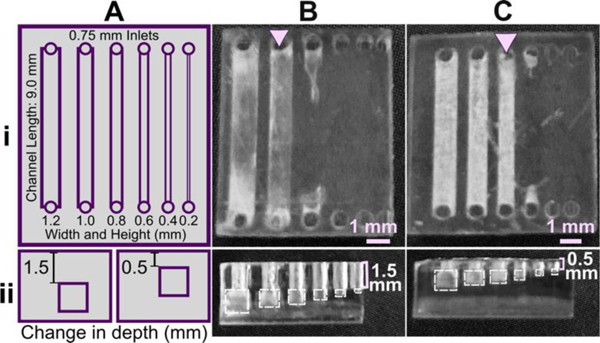
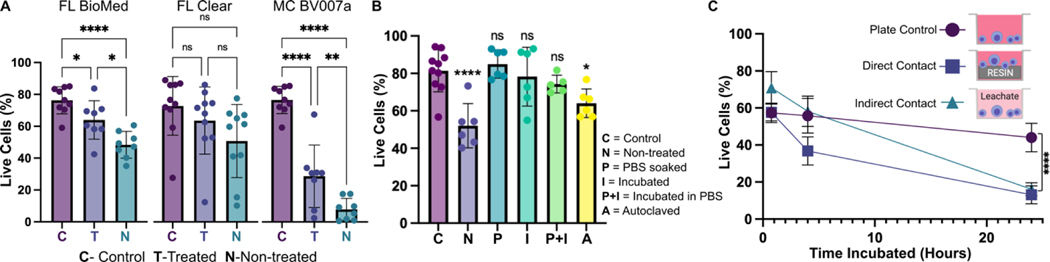
Resin 3D printing, especially digital light processing (DLP) printing, is a promising rapid fabrication method for bio-microfluidic applications such as clinical tests, lab-on-a-chip devices, and sensor integrated devices. The benefits of 3D printing lead many to believe this fabrication method will accelerate the use of microfluidics, but there are a number of potential obstacles to overcome for bioanalytical labs to fully utilize this technology. For commercially available printing materials, this includes challenges in producing prints with the print resolution and mechanical stability required for a particular design, along with cytotoxic components within many photopolymerizing resins and low optical compatibility for imaging experiments. Potential solutions to these problems are scattered throughout the literature and rarely available in head-to-head comparisons. Therefore, we present here a concise guide to the principles of resin 3D printing most relevant for fabrication of bioanalytical microfluidic devices. Intended to quickly orient labs that are new to 3D printing, the tutorial includes the results of selected systematic tests to inform resin selection, strategies for design optimization, and improvement of biocompatibility of resin 3D printed bio-microfluidic devices.
Keywords: Cell culture; Digital light processing; Microfluidic fabrication; Photopolymerizable resins; SLA; Stereolithography.
Copyright © 2022 Elsevier B.V. All rights reserved.
Conflict of interest statement
Conflict of interest statement
The authors have no conflicting interests to declare.
Figures
Similar articles
-
Investigation and comparison of resin materials in transparent DLP-printing for application in cell culture and organs-on-a-chip.Biomater Sci. 2022 Apr 12;10(8):1981-1994. doi: 10.1039/d1bm01794b. Biomater Sci. 2022. PMID: 35262097
-
Multi-Resin Masked Stereolithography (MSLA) 3D Printing for Rapid and Inexpensive Prototyping of Microfluidic Chips with Integrated Functional Components.Biosensors (Basel). 2022 Aug 17;12(8):652. doi: 10.3390/bios12080652. Biosensors (Basel). 2022. PMID: 36005047 Free PMC article.
-
Advancing Tissue Culture with Light-Driven 3D-Printed Microfluidic Devices.Biosensors (Basel). 2024 Jun 8;14(6):301. doi: 10.3390/bios14060301. Biosensors (Basel). 2024. PMID: 38920605 Free PMC article. Review.
-
Fabrication routes via projection stereolithography for 3D-printing of microfluidic geometries for nucleic acid amplification.PLoS One. 2020 Oct 28;15(10):e0240237. doi: 10.1371/journal.pone.0240237. eCollection 2020. PLoS One. 2020. PMID: 33112867 Free PMC article.
-
Recent developments in digital light processing 3D-printing techniques for microfluidic analytical devices.J Chromatogr A. 2023 Mar 15;1692:463842. doi: 10.1016/j.chroma.2023.463842. Epub 2023 Feb 1. J Chromatogr A. 2023. PMID: 36745962 Review.
Cited by
-
Multilayered Manufacturing Method for Microfluidic Systems Using Low-Cost, Resin-Based Three-Dimensional Printing.Sensors (Basel). 2025 Jan 24;25(3):694. doi: 10.3390/s25030694. Sensors (Basel). 2025. PMID: 39943333 Free PMC article.
-
Microscale impeller pump for recirculating flow in organs-on-chip and microreactors.Lab Chip. 2022 Feb 1;22(3):605-620. doi: 10.1039/d1lc01081f. Lab Chip. 2022. PMID: 34988560 Free PMC article.
-
Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization.Biosensors (Basel). 2025 Jun 16;15(6):388. doi: 10.3390/bios15060388. Biosensors (Basel). 2025. PMID: 40558470 Free PMC article.
-
In-House Innovative "Diamond Shaped" 3D Printed Microfluidic Devices for Lysozyme-Loaded Liposomes.Pharmaceutics. 2022 Nov 16;14(11):2484. doi: 10.3390/pharmaceutics14112484. Pharmaceutics. 2022. PMID: 36432675 Free PMC article.
-
Vat photopolymerization 3D printed microfluidic devices for organ-on-a-chip applications.Lab Chip. 2023 Aug 8;23(16):3537-3560. doi: 10.1039/d3lc00094j. Lab Chip. 2023. PMID: 37476860 Free PMC article. Review.
References
-
- Torino S; Corrado B; Iodice M; Coppola G PDMS-Based Microfluidic Devices for Cell Culture. Inventions 2018, 3 (3), 65. 10.3390/inventions3030065. - DOI
-
- Dirkzwager RM; Liang S; Tanner JA Development of Aptamer-Based Point-of-Care Diagnostic Devices for Malaria Using Three-Dimensional Printing Rapid Prototyping. ACS Sens. 2016, 1 (4), 420–426. 10.1021/acssensors.5b00175. - DOI
Publication types
MeSH terms
Grants and funding
LinkOut - more resources
Full Text Sources
Miscellaneous