

Effect of Laser Peening on Microstructural Changes in GTA-Welded 304L Stainless Steel
- PMID: 35683247
- PMCID: PMC9181913
- DOI: 10.3390/ma15113947
Effect of Laser Peening on Microstructural Changes in GTA-Welded 304L Stainless Steel
Abstract
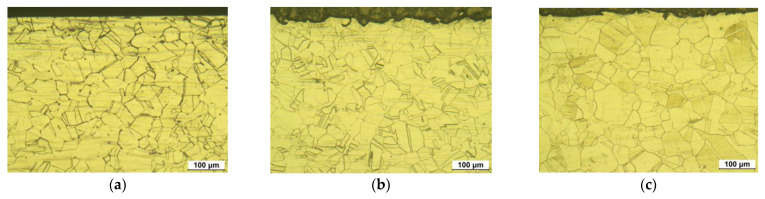
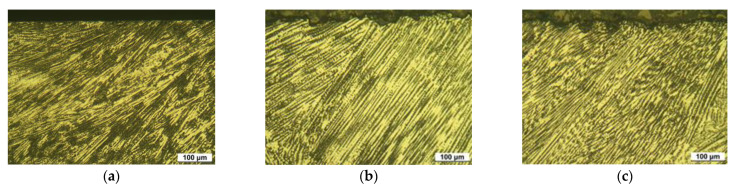
The introduction of tensile residual stress has led to the induction of damage such as fatigue, corrosion fatigue, and stress corrosion cracking (SCC) in stainless steel in association with the influence of environments, components, surface defects, and corrosive factors during its use. Compressive residual stress can be achieved through various techniques. Among several methods, laser peening can be more attractive as it creates regularity on the surface with a high-quality surface finish. However, there is very little research on heavily peened surface and cross-section of stainless steel with very deep compressive residual stress. This work focused on welding and laser peening and the influence of Al coating on the microstructural changes in 304L stainless steel. The specimen obtained by laser peening had a very deep compressive residual stress of over 1 mm and was evaluated based on microstructural and hardness analysis. Therefore, a model for microstructural change by laser peening on welded 304L stainless steel was proposed.
Keywords: hardness; laser peening; microstructure; stainless steel; welding.
Conflict of interest statement
The authors declare no conflict of interest.
Figures













References
-
- Elmesalamy A., Francis J., Li L. A comparison of residual stresses in multi pass narrow gap laser welds and gas-tungsten arc welds in AISI 316L stainless steel. Int. J. Press. Vessel. Pip. 2014;113:49–59. doi: 10.1016/j.ijpvp.2013.11.002. - DOI
-
- Lu B., Chen Z., Luo J., Patchett B., Xu Z. Pitting and stress corrosion cracking behavior in welded austenitic stainless steel. Electrochim. Acta. 2005;50:1391–1403. doi: 10.1016/j.electacta.2004.08.036. - DOI
-
- Ghosh S., Rana V.P.S., Kain V., Mittal V., Baveja S. Role of residual stresses induced by industrial fabrication on stress corrosion cracking susceptibility of austenitic stainless steel. Mater. Des. 2011;32:3823–3831. doi: 10.1016/j.matdes.2011.03.012. - DOI
-
- Alyousif O.M., Nishimura R. The stress corrosion cracking behavior of austenitic stainless steels in boiling magnesium chloride solutions. Corros. Sci. 2007;49:3040–3051. doi: 10.1016/j.corsci.2006.12.023. - DOI
-
- Soyama H., Chighizola C.R., Hill M.R. Effect of compressive residual stress introduced by cavitation peening and shot peening on the improvement of fatigue strength of stainless steel. J. Mater. Process. Technol. 2020;288:116877. doi: 10.1016/j.jmatprotec.2020.116877. - DOI
LinkOut - more resources
Full Text Sources
Research Materials
