

Weld Strength of Friction Welding of Dissimilar Polymer Rods Fabricated by Fused Deposition Modeling
- PMID: 35808626
- PMCID: PMC9268937
- DOI: 10.3390/polym14132582
Weld Strength of Friction Welding of Dissimilar Polymer Rods Fabricated by Fused Deposition Modeling
Abstract
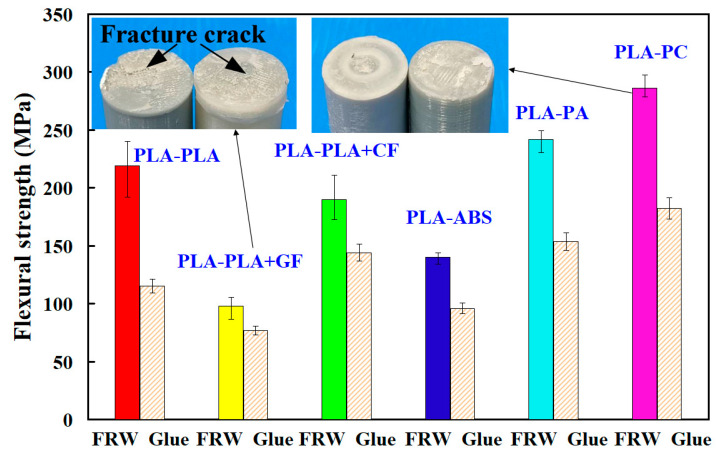
Friction welding (FRW) is a promising method for joining cylindrical components of dissimilar and similar polymers or metals. In particular, FRW is capable of generating defect-free welds. Fused deposition modeling (FDM) has been widely employed in the automotive industry, ranging from lightweight tools, testing models, and functional parts. Conventionally, dissimilar parts fabricated by FDM are joined by glue. However, distinct disadvantages of this approach include both low joining strength and low joining efficiency. Hitherto, little has been reported on the characterizations of weld strength of FRW of dissimilar parts fabricated by FDM. In addition, FRW of dissimilar polymeric materials is a difficult task because different polymers have different physical, rheological, and mechanical properties. In this study, the effects of welding revolution on the weld strength of friction welding dissimilar parts fabricated by FDM are investigated experimentally. It was found that the average flexural strength of dissimilar polymer rods fabricated by FRW is about 1.52 times that of dissimilar polymer rods fabricated by gluing. The highest flexure strength can be obtained by FRW using polylactic acid (PLA) and PC (polycarbonate) rods. The average impact strength of dissimilar polymer rods fabricated by FRW is about 1.04 times that of dissimilar polymer rods joined by gluing. The highest impact strength can be obtained by FRW using PLA to PLA rods.
Keywords: flexural strength; friction welding; fused deposition modeling; weld strength.
Conflict of interest statement
The authors declare no conflict of interest.
Figures













References
-
- Hassan A.J., Boukharouba T., Miroud D. Concept of forge application under effect of friction time for AISI 316 using friction welding process. Int. J. Adv. Manuf. Technol. 2021;112:2223–2231. doi: 10.1007/s00170-020-06421-4. - DOI
-
- Delijaicov S., Rodrigues M., Farias A., Neves M., Bortolussi R., Miyazaki M., Brandão F. Microhardness and residual stress of dissimilar and thick aluminum plates AA7181-T7651 and AA7475-T7351 using bobbin, top, bottom, and double-sided FSW methods. Int. J. Adv. Manuf. Technol. 2020;108:277–287. doi: 10.1007/s00170-020-05370-2. - DOI
-
- Lambiase F., Grossi V., Paoletti A. Effect of tilt angle in FSW of polycarbonate sheets in butt configuration. Int. J. Adv. Manuf. Technol. 2020;107:489–501. doi: 10.1007/s00170-020-05106-2. - DOI
LinkOut - more resources
Full Text Sources
