High-dynamic-range micro-CT for nondestructive testing of titanium 3D-printed medical components
- PMID: 35928636
- PMCID: PMC9339667
- DOI: 10.1117/1.JMI.9.4.044004
High-dynamic-range micro-CT for nondestructive testing of titanium 3D-printed medical components
Abstract
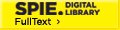
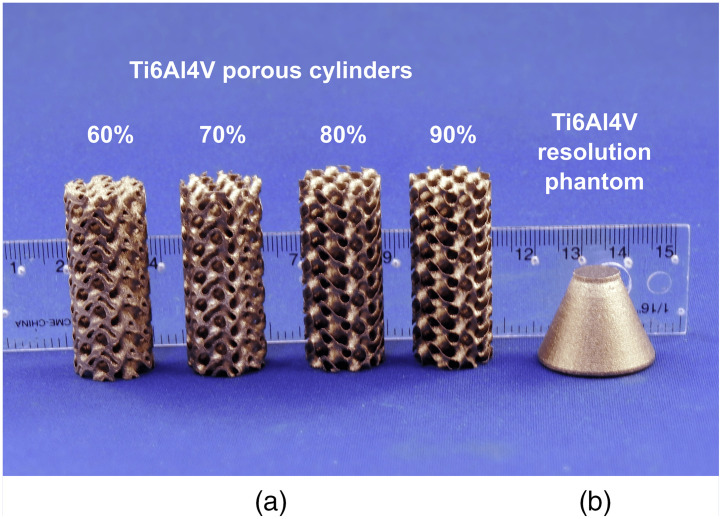
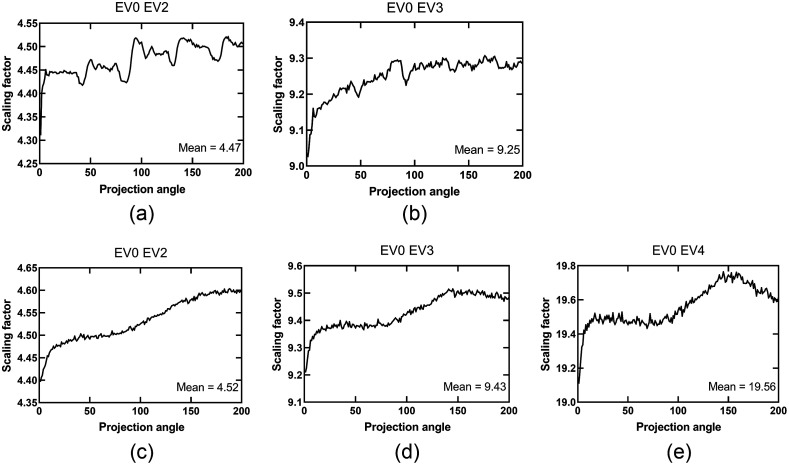
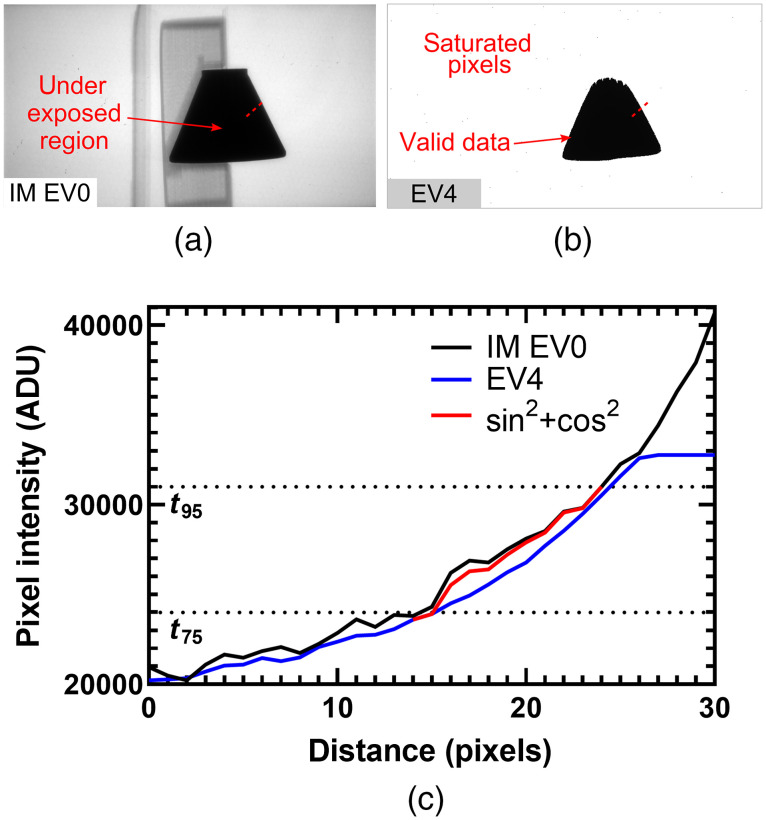
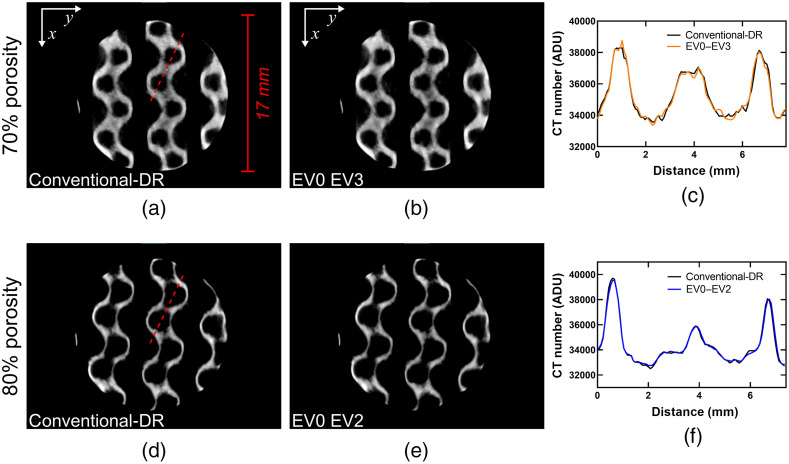
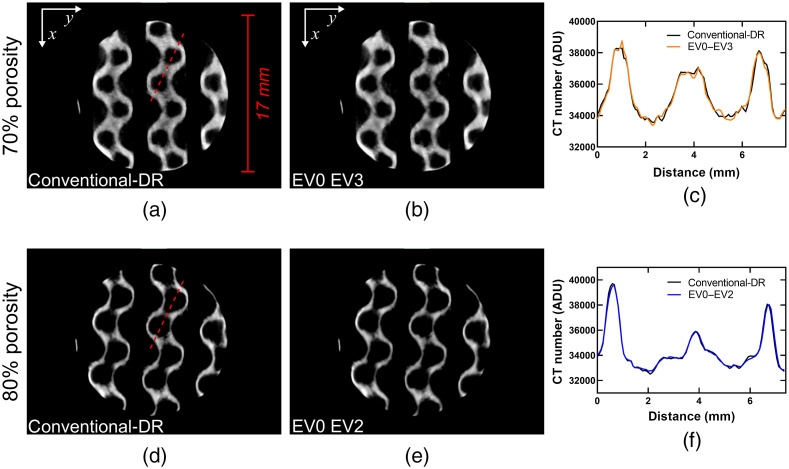
Purpose: Industrial microcomputed tomography (micro-CT) scanners are suitable for nondestructive testing (NDT) of metal, 3D-printed medical components. Typically, these scanners are equipped with high-energy sources that require heavy shielding and costly infrastructure to operate safely, making routine NDT of medical components prohibitively expensive. Alternatively, fixed-current, low-cost x-ray units could be implemented to perform CT-based NDT of 3D-printed medical parts in a subset of cases, if there is sufficient x-ray transmission for the CT reconstruction. A lack of signal-caused by areas of high attenuation in two-dimensional-projection images of metal objects-leads to artifacts that can make an image-based NDT unreliable. We present the implementation of a dual-exposure technique devised to extend the dynamic range (DR) of a commercially available CT scanner equipped with a low-cost low-energy (80 kV) x-ray unit, increasing the signal-to-noise ratio of highly attenuated areas for NDT of 3D-printed medical components. Approach: Our high-dynamic-range CT (HDR-CT) technique adequately combines projection images acquired at two exposure levels by modifying the integration times of each protocol. We evaluate the performance and limitations of this HDR-CT technique by imaging a series of titanium-alloy test-samples. One of the test-samples was a resolution and conspicuity phantom designed to assess the improvements in void visualization of the proposed methodology. The other test-samples were four porous cylinders, , with 60%, 70%, 80%, and 90% nominal internal porosities. Results: Our HDR-CT technique adequately combines projection images acquired at two exposure levels by modifying the integration times of each protocol. Our results demonstrate that the 12-bit native DR of the CT scanner was increased to effective values of between 14 and 16 bits. Conclusions: The HDR-CT reconstructions showed improved contrast-to-noise and void conspicuity, when compared with conventional CT scans. This extension of DR has the potential to improve defect visualization during NDT of medium-size, titanium-alloy, 3D-printed medical components.
Keywords: additive manufacturing; high-dynamic-range radiography; laser powder bed fusion; micro-CT imaging; nondestructive testing; x-ray imaging.
© 2022 The Authors.
Figures
References
-
- De Chiffre L., et al. , “Industrial applications of computed tomography,” CIRP Ann. 63(2), 655–677 (2014) 10.1016/j.cirp.2014.05.011 - DOI
-
- Ewert U., Fuchs T., “Progress in digital industrial radiology. Pt. 2, Computed tomography (CT),” Badania Nieniszczące i Diagnostyka, 7–14 (2017). 10.26357/BNID.2017.018 - DOI
-
- du Plessis A., le Roux S. G., Guelpa A., “Comparison of medical and industrial x-ray computed tomography for non-destructive testing,” Case Stud. Nondestruct. Test. Eval. 6, 17–25 (2016). 10.1016/j.csndt.2016.07.001 - DOI
-
- Lowther M., et al. , “Clinical, industrial, and research perspectives on powder bed fusion additively manufactured metal implants,” Addit. Manuf. 28, 565–584 (2019). 10.1016/j.addma.2019.05.033 - DOI
-
- Fox T., et al. , “Dynamic range extension of x-ray imaging system used in non-invasive inspection of contraband in vehicles, involves amplifying identical samples of x-ray beams using respective gain values, and forming x-ray image,” US Patent 2005047546-A1 (2005).
LinkOut - more resources
Full Text Sources
Other Literature Sources