

Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser
- PMID: 35955261
- PMCID: PMC9369604
- DOI: 10.3390/ma15155328
Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser
Abstract
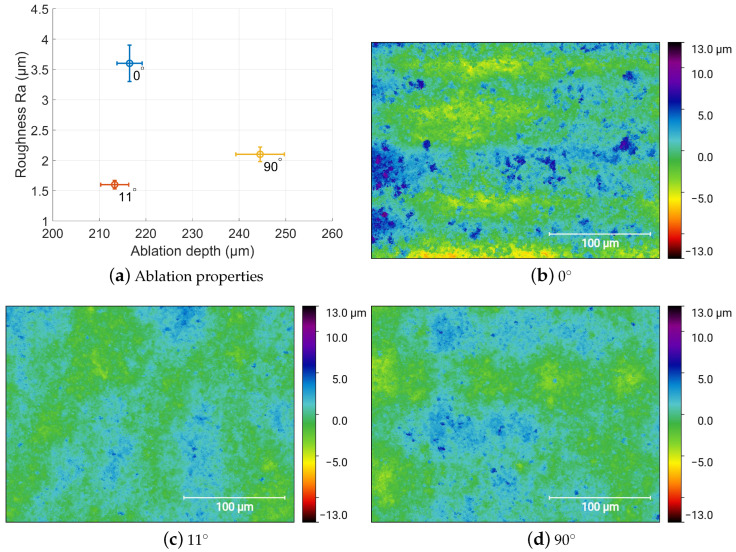
We report on a comprehensive study of laser ablation and micromachining of alumina using a high-power 1030 nm ultrashort-pulsed laser. By varying laser power up to 150 W, pulse duration between 900 fs and 10 ps, repetition rates between 200 kHz and 800 kHz), spatial pulse overlap between 70% and 80% and a layer-wise rotation of the scan direction, the ablation efficiency, ablation rate and surface roughness are determined and discussed with respect to an efficient and optimized process strategy. As a result, the combination of a high pulse repetition rate of 800 kHz and the longest evaluated pulse duration of 10 ps leads to the highest ablation efficiency of 0.76 mm3/(W*min). However, the highest ablation rate of up to 57 mm3/min is achieved at a smaller repetition rate of 200 kHz and the shortest evaluated pulse duration of 900 fs. The surface roughness is predominantly affected by the applied laser fluence. The application of a high repetition rate leads to a small surface roughness Ra below 2 μm even for the usage of 150 W laser power. By an interlayer rotation of the scan path, optimization of the ablation characteristics can be achieved, while an interlayer rotation of 90° leads to increasing the ablation rate, the application of a rotation angle of 11° minimizes the surface roughness. The evaluation by scanning electron microscopy shows the formation of thin melt films on the surface but also reveals a minimized heat affected zone for the in-depth modification. Overall, the results of this study pave the way for high-power ultrashort-pulsed lasers to efficient, high-quality micromachining of ceramics.
Keywords: Alumina; ceramics; high rate ablation; processing strategy; ultrashort pulse laser.
Conflict of interest statement
The authors declare no conflict of interest.
Figures








References
-
- Samant A.N., Dahotre N.B. Laser machining of structural ceramics—A review. J. Eur. Ceram. Soc. 2009;29:969–993. doi: 10.1016/j.jeurceramsoc.2008.11.010. - DOI
-
- Auerkari P. Mechanical and Physical Properties of Engineering Alumina Ceramics. Volume 1792 VTT Technical Research Center of Finland; Espoo, Finland: 1996.
-
- Sabur A., Ali M.Y., Maleque M.A., Khan A.A. Investigation of Material Removal Characteristics in EDM of Nonconductive ZrO2 Ceramic. Procedia Eng. 2013;56:696–701. doi: 10.1016/j.proeng.2013.03.180. - DOI
-
- Calignano F., Denti L., Bassoli E., Gatto A., Iuliano L. Studies on electrodischarge drilling of an Al2O3–TiC composite. Int. J. Adv. Manuf. Technol. 2012;161:182. doi: 10.1007/s00170-012-4455-y. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
Research Materials
