

A Deep Learning Quality Control Loop of the Extrusion-based Bioprinting Process
- PMID: 36404777
- PMCID: PMC9668573
- DOI: 10.18063/ijb.v8i4.620
A Deep Learning Quality Control Loop of the Extrusion-based Bioprinting Process
Abstract
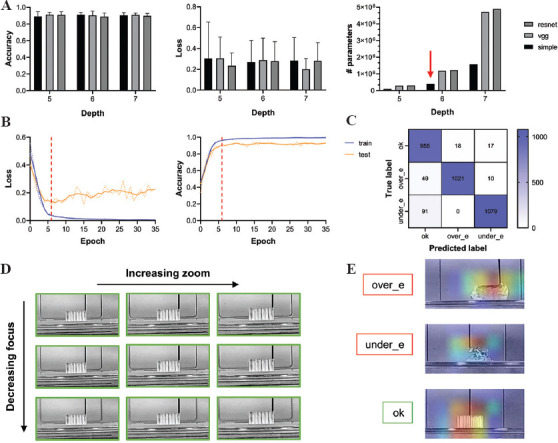
Extrusion-based bioprinting (EBB) represents one of the most used deposition technologies in the field of bioprinting, thanks to key advantages such as the easy-to-use hardware and the wide variety of materials that can be successfully printed. In recent years, research efforts have been focused on implementing a quality control loop for EBB, which can reduce the trial-and-error process necessary to optimize the printing parameters for a specific ink, standardize the results of a print across multiple laboratories, and so accelerate the translation of extrusion bioprinted products to more impactful clinical applications. Due to its capacity to acquire relevant features from a training dataset and generalize to unseen data, machine learning (ML) is currently being studied in literature as a relevant enabling technology for quality control in EBB. In this context, we propose a robust, deep learning-based control loop to automatically optimize the printing parameters and monitor the printing process online. We collected a comprehensive dataset of EBB prints by recording the process with a high-resolution webcam. To model multiple printing scenarios, each video represents a combination of multiple parameters, including printing set-up (either mechanical or pneumatic extrusion), material color, layer height, and infill density. After pre-processing, the collected dataset was used to thoroughly train and evaluate an ad hoc defined convolutional neural network by controlling over-fitting and optimizing the prediction time of the network. Finally, the ML model was used in a control loop to: (i) monitor the printing process and detect if a print with an error could be stopped before completion to save material and time and (ii) automatically optimize the printing parameters by combining the ML model with a previously published mathematical model of the EBB process. Altogether, we demonstrated for the first time how ML techniques can be used to automatize the EBB process, paving the way for a total quality control loop of the printing process.
Keywords: Automatic parameter optimization; Convolutional neuronal network; Extrusion-based bioprinting; Quality control.
Copyright: © 2022 Bonatti et al.
Conflict of interest statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Figures





References
-
- Santoni S, Gugliandolo SG, Sponchioni M, et al. 3D bioprinting:Current status and trends a guide to the literature and industrial practice. Biodes Manuf. 2021;5:14–42. https://doi.org/10.1007/s42242-021-00165-0.
-
- Moroni L, Boland T, Burdick JA, et al. Biofabrication:A guide to technology and terminology. Trends Biotechnol. 2018;36:384–402. https://doi.org/10.1016/j.tibtech.2017.10.015. - PubMed
-
- Bonatti AF, Fortunato GM, de Maria C, et al. Bioprinting technologies:An overview. Bioprinting. 2022:19–49. https://doi.org/10.1016/B978-0-323-85430-6.00006-6.
-
- Pati F, Jang J, Lee JW, et al. Extrusion bioprinting. In:Essentials of 3D Biofabrication and Translation. Academic Press; Cambridge, Massachusetts: 2015. pp. 123–152.
-
- Choudhury D, Anand S, Naing MW. The arrival of commercial bioprinters-Towards 3D bioprinting revolution! Int J Bioprint. 2018;4:139. https://doi.org/10.18063/IJB.v4i2.139. - PMC - PubMed
LinkOut - more resources
Full Text Sources