

Additive Manufacturing of Polyolefins
- PMID: 36501543
- PMCID: PMC9740552
- DOI: 10.3390/polym14235147
Additive Manufacturing of Polyolefins
Abstract
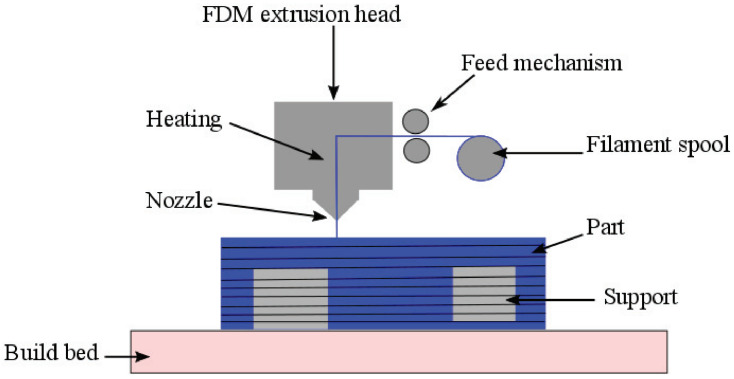
Polyolefins are semi-crystalline thermoplastic polymers known for their good mechanical properties, low production cost, and chemical resistance. They are amongst the most commonly used plastics, and many polyolefin grades are regarded as engineering polymers. The two main additive manufacturing techniques that can be used to fabricate 3D-printed parts are fused filament fabrication and selective laser sintering. Polyolefins, like polypropylene and polyethylene, can, in principle, be processed with both these techniques. However, the semi-crystalline nature of polyolefins adds complexity to the use of additive manufacturing methods compared to amorphous polymers. First, the crystallization process results in severe shrinkage upon cooling, while the processing temperature and cooling rate affect the mechanical properties and mesoscopic structure of the fabricated parts. In addition, for ultra-high-molecular weight polyolefins, limited chain diffusion is a major obstacle to achieving proper adhesion between adjunct layers. Finally, polyolefins are typically apolar polymers, which reduces the adhesion of the 3D-printed part to the substrate. Notwithstanding these difficulties, it is clear that the successful processing of polyolefins via additive manufacturing techniques would enable the fabrication of high-end engineering products with enormous design flexibility. In addition, additive manufacturing could be utilized for the increased recycling of plastics. This manuscript reviews the work that has been conducted in developing experimental protocols for the additive manufacturing of polyolefins, presenting a comparison between the different approaches with a focus on the use of polyethylene and polypropylene grades. This review is concluded with an outlook for future research to overcome the current challenges that impede the addition of polyolefins to the standard palette of materials processed through additive manufacturing.
Keywords: 3D printing; additive manufacturing; fused filament fabrication; polyethylene; polymer processing; polyolefins; polypropylene; selective laser sintering.
Conflict of interest statement
The authors declare no conflict of interest.
Figures







References
-
- Nielsen T.D., Hasselbalch J., Holmberg K., Stripple J. Politics and the plastic crisis: A review throughout the plastic life cycle. Wiley Interdiscip. Rev. Energy Environ. 2020;9:e360. doi: 10.1002/wene.360. - DOI
-
- Amadei A.M., Sanyé-Mengual E., Sala S. Modeling the EU plastic footprint: Exploring data sources and littering potential. Resour. Conserv. Recycl. 2022;178:106086. doi: 10.1016/j.resconrec.2021.106086. - DOI
-
- Agboola O., Sadiku R., Mokrani T., Amer I., Imoru O. Polyolefin Fibres: Structure, Properties and Industrial Applications: Second Edition. Woodhead Publishing; Sawston, UK: 2017. Polyolefins and the environment; pp. 89–133. - DOI
-
- Shonnard D., Tipaldo E., Thompson V., Pearce J., Caneba G., Handler R. Systems analysis for PET and olefin polymers in a circular economy. Procedia CIRP. 2019;80:602–606. doi: 10.1016/j.procir.2019.01.072. - DOI
Publication types
LinkOut - more resources
Full Text Sources
