

Review of Intelligence for Additive and Subtractive Manufacturing: Current Status and Future Prospects
- PMID: 36984915
- PMCID: PMC10056501
- DOI: 10.3390/mi14030508
Review of Intelligence for Additive and Subtractive Manufacturing: Current Status and Future Prospects
Abstract
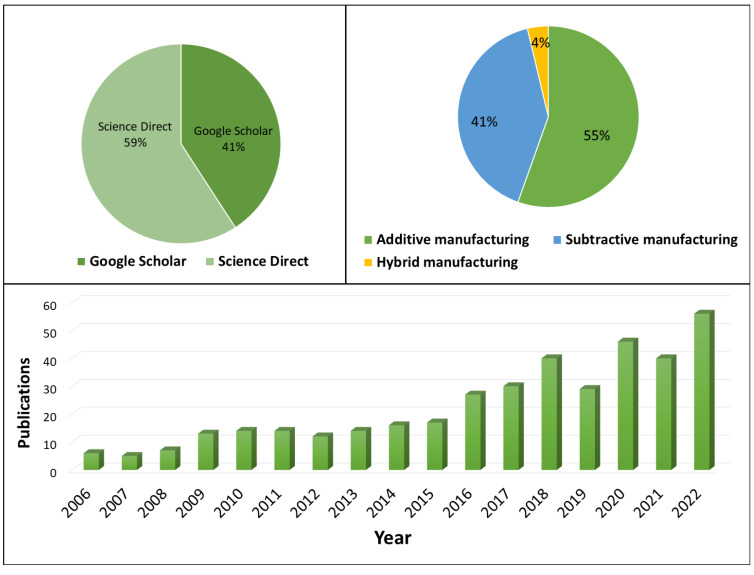
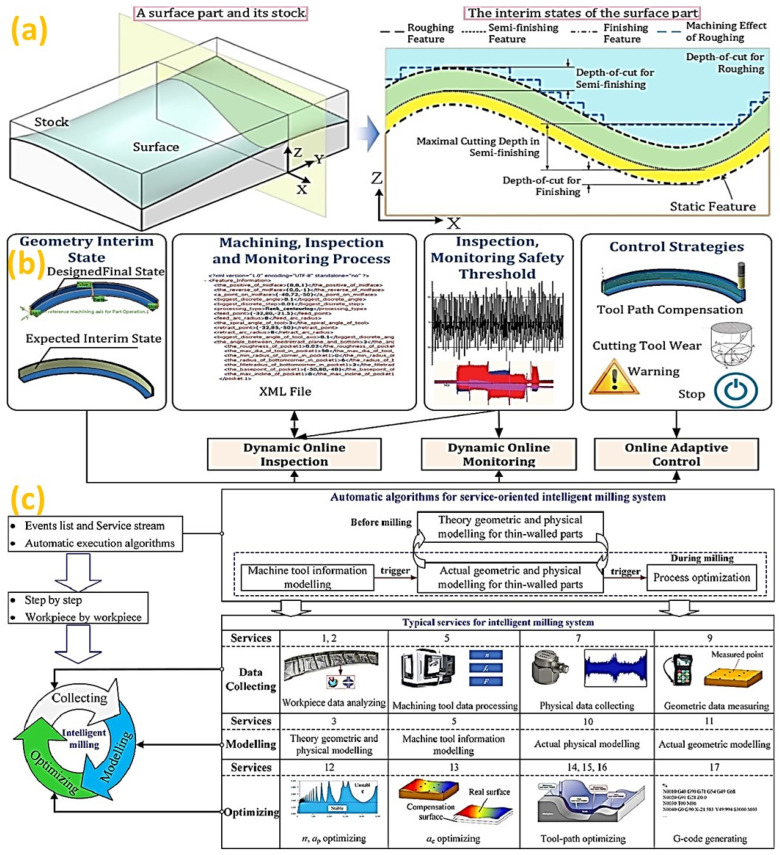
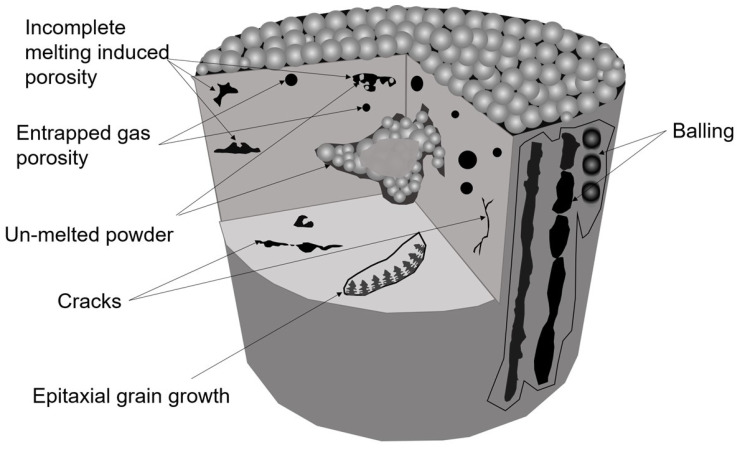
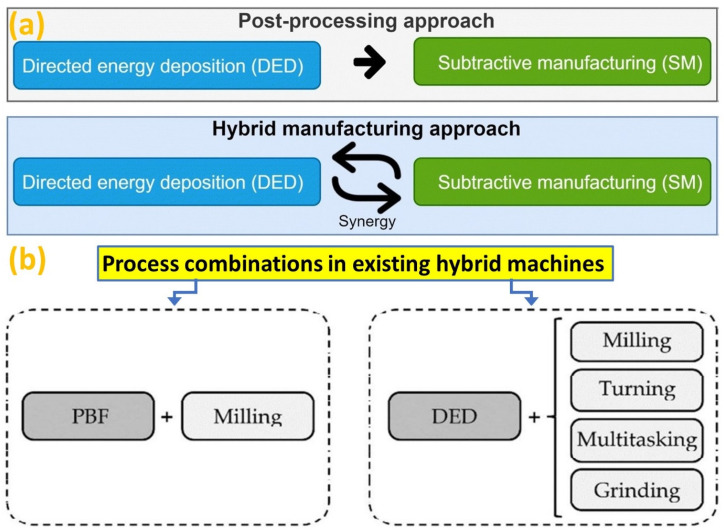
Additive manufacturing (AM), an enabler of Industry 4.0, recently opened limitless possibilities in various sectors covering personal, industrial, medical, aviation and even extra-terrestrial applications. Although significant research thrust is prevalent on this topic, a detailed review covering the impact, status, and prospects of artificial intelligence (AI) in the manufacturing sector has been ignored in the literature. Therefore, this review provides comprehensive information on smart mechanisms and systems emphasizing additive, subtractive and/or hybrid manufacturing processes in a collaborative, predictive, decisive, and intelligent environment. Relevant electronic databases were searched, and 248 articles were selected for qualitative synthesis. Our review suggests that significant improvements are required in connectivity, data sensing, and collection to enhance both subtractive and additive technologies, though the pervasive use of AI by machines and software helps to automate processes. An intelligent system is highly recommended in both conventional and non-conventional subtractive manufacturing (SM) methods to monitor and inspect the workpiece conditions for defect detection and to control the machining strategies in response to instantaneous output. Similarly, AM product quality can be improved through the online monitoring of melt pool and defect formation using suitable sensing devices followed by process control using machine learning (ML) algorithms. Challenges in implementing intelligent additive and subtractive manufacturing systems are also discussed in the article. The challenges comprise difficulty in self-optimizing CNC systems considering real-time material property and tool condition, defect detections by in-situ AM process monitoring, issues of overfitting and underfitting data in ML models and expensive and complicated set-ups in hybrid manufacturing processes.
Keywords: data analytics; digital twin; feedback control; intelligent manufacturing; smart system.
Conflict of interest statement
The authors declare no conflict of interest.
Figures
























References
-
- Arinez J.F., Chang Q., Gao R.X., Xu C., Zhang J. Artificial Intelligence in Advanced Manufacturing: Current Status and Future Outlook. J. Manuf. Sci. Eng. 2020;142:110804. doi: 10.1115/1.4047855. - DOI
-
- Monostori L., Kádár B., Bauernhansl T., Kondoh S., Kumara S., Reinhart G., Sauer O., Schuh G., Sihn W., Ueda K. Cyber-Physical Systems in Manufacturing. CIRP Ann. 2016;65:621–641. doi: 10.1016/j.cirp.2016.06.005. - DOI
-
- Lim M.K., Xiong W., Lei Z. Theory, Supporting Technology and Application Analysis of Cloud Manufacturing: A Systematic and Comprehensive Literature Review. Ind. Manag. Data Syst. 2020;120:1585–1614. doi: 10.1108/IMDS-10-2019-0570. - DOI
-
- Volpe G., Mangini A.M., Fanti M.P. An Architecture for Digital Processes in Manufacturing with Blockchain, Docker and Cloud Storage; Proceedings of the 2021 IEEE 17th International Conference on Automation Science and Engineering (CASE); Lyon, France. 23–27 August 2021; pp. 39–44. - DOI
-
- Liu C., Vengayil H., Lu Y., Xu X. A Cyber-Physical Machine Tools Platform Using OPC UA and MTConnect. J. Manuf. Syst. 2019;51:61–74. doi: 10.1016/j.jmsy.2019.04.006. - DOI
Publication types
LinkOut - more resources
Full Text Sources
