

A Review of Critical Issues in High-Speed Vat Photopolymerization
- PMID: 37376363
- PMCID: PMC10302688
- DOI: 10.3390/polym15122716
A Review of Critical Issues in High-Speed Vat Photopolymerization
Abstract
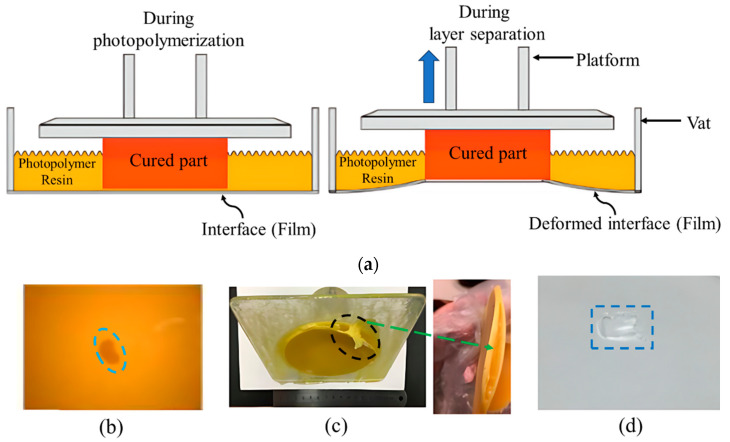
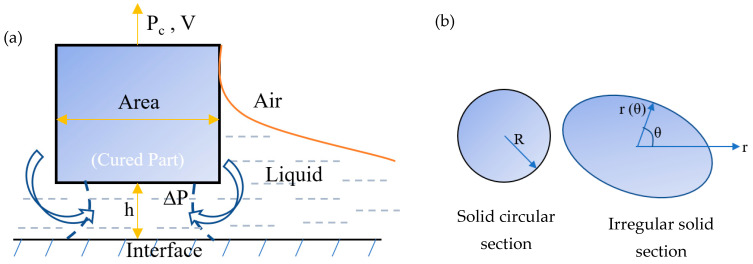
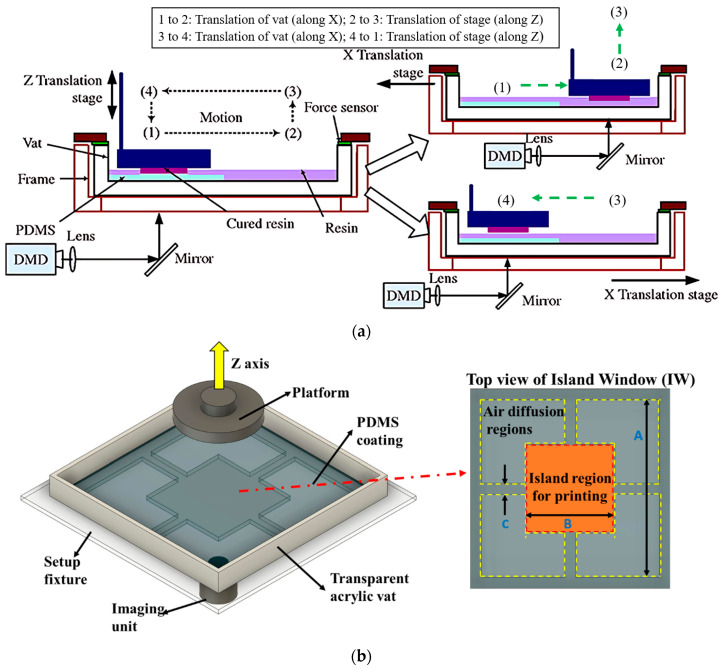
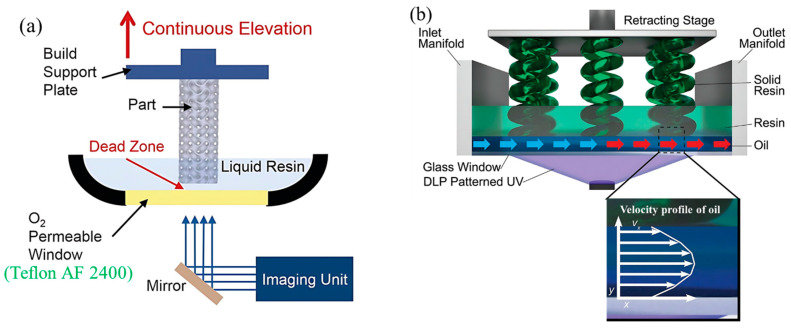
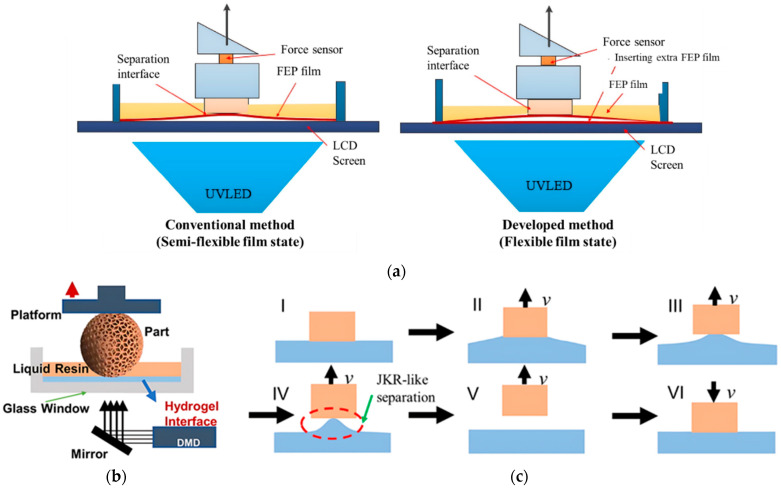
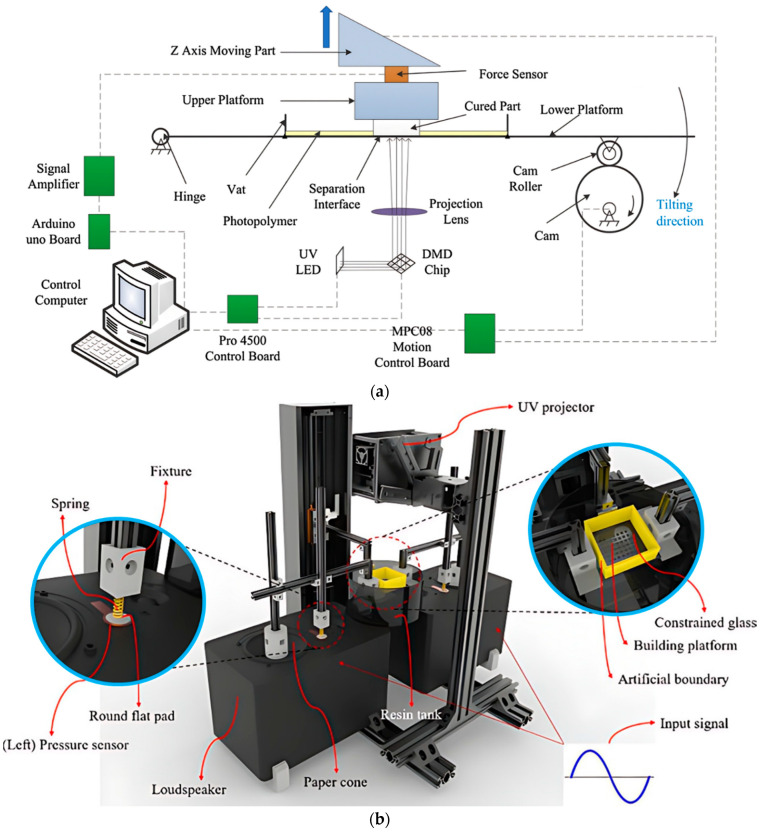
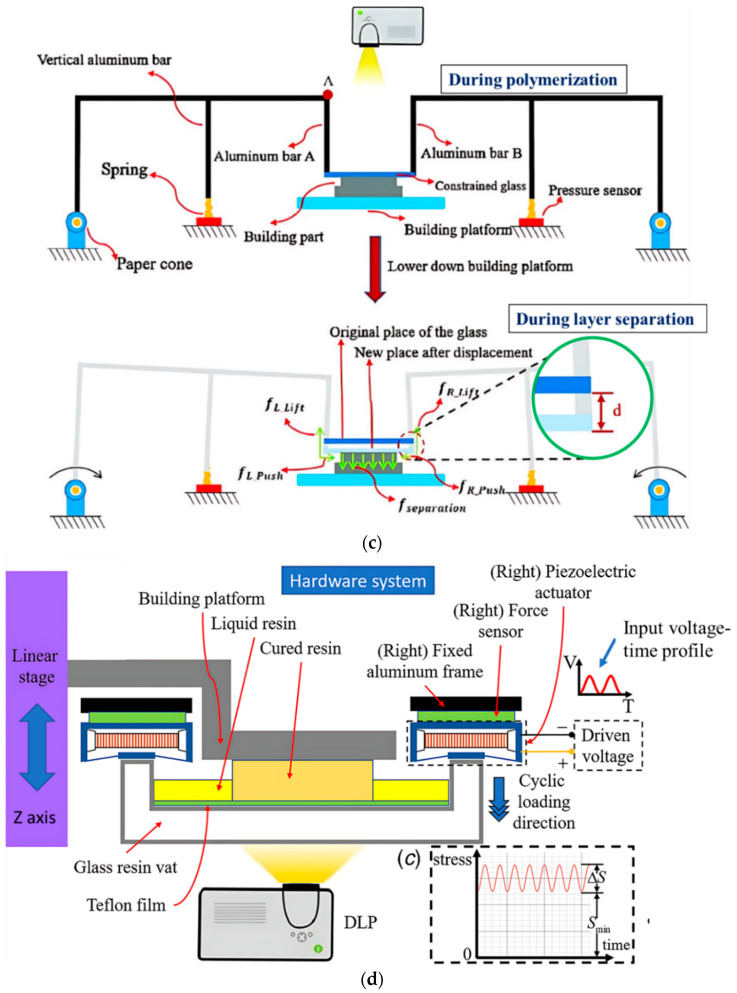
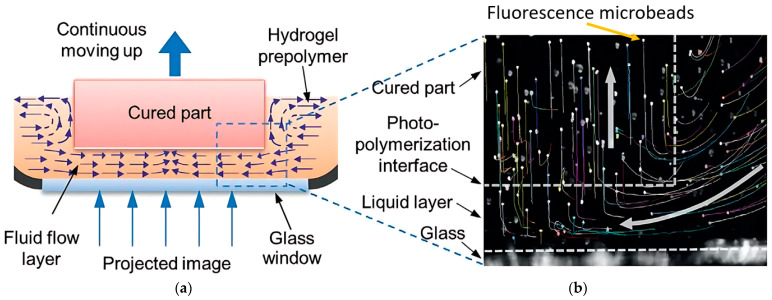
Vat photopolymerization (VPP) is an effective additive manufacturing (AM) process known for its high dimensional accuracy and excellent surface finish. It employs vector scanning and mask projection techniques to cure photopolymer resin at a specific wavelength. Among the mask projection methods, digital light processing (DLP) and liquid crystal display (LCD) VPP have gained significant popularity in various industries. To upgrade DLP and LCC VPP into a high-speed process, increasing both the printing speed and projection area in terms of the volumetric print rate is crucial. However, challenges arise, such as the high separation force between the cured part and the interface and a longer resin refilling time. Additionally, the divergence of the light-emitting diode (LED) makes controlling the irradiance homogeneity of large-sized LCD panels difficult, while low transmission rates of near ultraviolet (NUV) impact the processing time of LCD VPP. Furthermore, limitations in light intensity and fixed pixel ratios of digital micromirror devices (DMDs) constrain the increase in the projection area of DLP VPP. This paper identifies these critical issues and provides detailed reviews of available solutions, aiming to guide future research towards developing a more productive and cost-effective high-speed VPP in terms of the high volumetric print rate.
Keywords: digital light processing (DLP); high-speed VPP; liquid crystal display (LCD); mass customization; resin refilling; separation force.
Conflict of interest statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Figures


References
-
- Wendel B., Rietzel D., Kühnlein F., Feulner R., Hülder G., Schmachtenberg E. Additive Processing of Polymers. Macromol. Mater. Eng. 2008;293:799–809. doi: 10.1002/mame.200800121. - DOI
Publication types
Grants and funding
LinkOut - more resources
Full Text Sources
