

Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet
- PMID: 38004928
- PMCID: PMC10673140
- DOI: 10.3390/mi14112071
Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet
Abstract
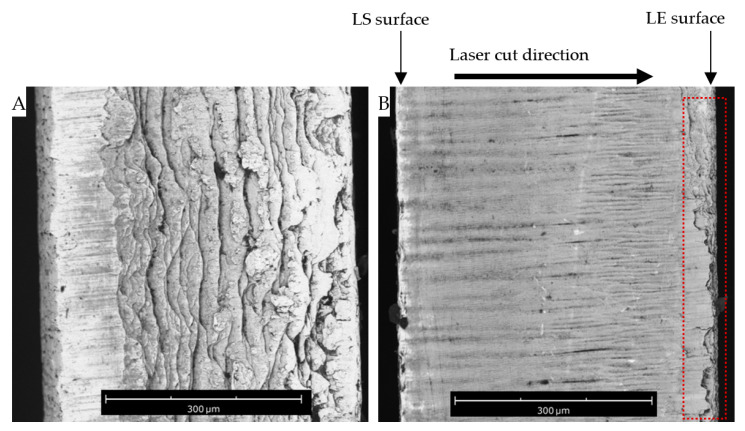
Femtosecond laser material processing (FLMP) was used to make an X-ray mask in a 500 µm thick tungsten sheet without the use of any chemical etch methods. The laser produced an 800 nm wavelength at a 1 kHz repetition rate and a pulse width of 100 fs. The laser beam arrival at the tungsten sheet was synchronized to a computer numerically controlled (CNC) stage that allowed for motion in the XYZθ directions. The X-ray mask design was made using CAD/CAM software (Alphacam 2019 R1) and it consisted of linear, circular, and 45° angle features that covered an area of 10 mm × 10 mm. A total of 70 laser beam passes at a moderate laser energy of 605.94 J/cm2 were used to make through-cut features into the tungsten sheet. The morphology of the top view (laser incident, LS) images showed cleaner and smoother cut edges relative to the bottom view (laser exit, LE) images. It was found that the size dimensions of the through-cut features on the LE surfaces were better aligned with the CAD dimensions than those of the LS surfaces. The focused laser beam produced inclined cut surfaces as the beam made the through cut from the LS to the LE of the tungsten sheet. The circular features at the LS surface deviated toward being oval-like on the LE surface, which could be compensated for in future CAD designs. The dependence of the CNC processing speed on the thickness of the etch depth was determined to have a third-order exponential decay relationship, thereby producing a theoretical model that will be useful for future investigators to predict the required experimental parameters needed to achieve a known etch depth in tungsten. This is the first study that has demonstrated the capability of using a femtosecond laser to machine through-cut an X-ray mask in a 500 µm thick tungsten sheet with no involvement of a wet etch or any other such supporting process.
Keywords: CAD/CAM; computer numerically controlled (CNC) motion; femtosecond laser material processing (FLMP); femtosecond laser pulse; laser ablation; tungsten X-ray mask; ultrafast laser processing; ultrafast lasers.
Conflict of interest statement
The authors declare no conflict of interest.
Figures




Similar articles
-
Fabrication of a 3D Multi-Depth Reservoir Micromodel in Borosilicate Glass Using Femtosecond Laser Material Processing.Micromachines (Basel). 2020 Dec 6;11(12):1082. doi: 10.3390/mi11121082. Micromachines (Basel). 2020. PMID: 33291290 Free PMC article.
-
Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing.Materials (Basel). 2022 Dec 16;15(24):8996. doi: 10.3390/ma15248996. Materials (Basel). 2022. PMID: 36556801 Free PMC article.
-
Experimental Investigation on Ablation of 4H-SiC by Infrared Femtosecond Laser.Micromachines (Basel). 2022 Aug 11;13(8):1291. doi: 10.3390/mi13081291. Micromachines (Basel). 2022. PMID: 36014215 Free PMC article.
-
Laser Processing of Hard and Ultra-Hard Materials for Micro-Machining and Surface Engineering Applications.Micromachines (Basel). 2021 Jul 28;12(8):895. doi: 10.3390/mi12080895. Micromachines (Basel). 2021. PMID: 34442517 Free PMC article. Review.
-
Cell adhesion response on femtosecond laser initiated liquid assisted silicon surface.Curr Top Med Chem. 2014 Mar;14(5):624-9. doi: 10.2174/1568026614666140118204946. Curr Top Med Chem. 2014. PMID: 24444164 Review.
References
-
- Reiser J., Rieth M., Dafferner B., Hoffmann A., Yi X., Armstrong D.E.J. Tungsten Foil Laminate for Structural Divertor Applications–Analyses and Characterisation of Tungsten Foil. J. Nucl. Mater. 2012;424:197–203. doi: 10.1016/j.jnucmat.2012.02.030. - DOI
-
- Rumble J. CRC Handbook of Chemistry and Physics. 102nd ed. CRC Press/Taylor & Francis; Boca Raton, FL, USA: 2017.
-
- Naboychenko Stanislav S., Murashova Irina B., Neikov Oleg D. Chapter 21-Production of Refractory Metal Powders. In: Neikov O.D., Naboychenko S.S., Murashova I.V., Gopienko V.G., Frishberg I.V., Lotsko D.V.B.T., editors. Handbook of Non-Ferrous Metal Powders. Elsevier; Oxford, UK: 2009. pp. 436–484.
-
- Silvestre C.M., Hemmingsen J.H., Dreier E.S., Kehres J., Hansen O. Laser Ablation of High-Aspect-Ratio Hole Arrays in Tungsten for X-Ray Applications. Microelectron. Eng. 2019;209:60–65. doi: 10.1016/j.mee.2019.03.007. - DOI
-
- Kadel K., Schomburg W.K., Stern G. X-Ray Masks with Tungsten Absorbers for Use in the Liga Process. Microelectron. Eng. 1993;21:123–126. doi: 10.1016/0167-9317(93)90041-3. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
Miscellaneous
