

Quasi-instantaneous materials processing technology via high-intensity electrical nano pulsing
- PMID: 38172158
- PMCID: PMC10764874
- DOI: 10.1038/s41598-023-50698-w
Quasi-instantaneous materials processing technology via high-intensity electrical nano pulsing
Abstract
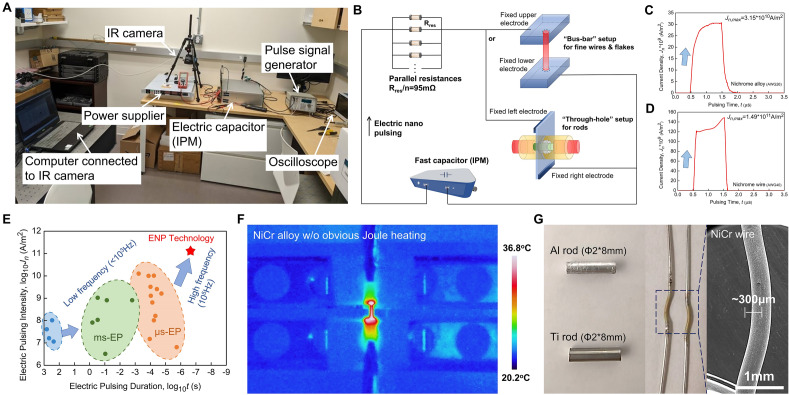
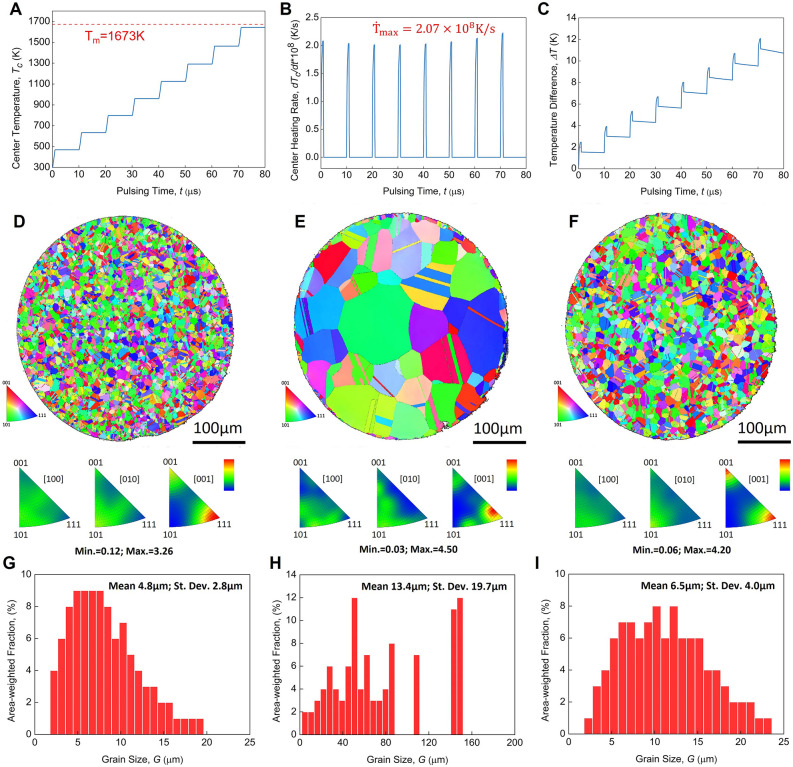
Despite many efforts, the outcomes obtained with field-assisted processing of materials still rely on long-term coupling with other electroless processes. This conceals the efficacy and the intrinsic contributions of electric current. A new device utilizing electrical nano pulsing (ENP) has been designed and constructed to bring quasi-instantaneous modifications to the micro- and nano-structure in materials. Featuring ultra-high intensity (~ 1011 A/m2) and ultra-short duration (< 1 μs), the ENP technology activates non-equilibrium structural evolutions at nanometer spatial scale and nanosecond temporal scale. Several examples are provided to demonstrate its utility far outpacing any conventional materials processing technology. The ENP technology gives a practical tool for exploring the intrinsic mechanism of electric-field effects and a pathway towards the rapid industrial manufacturing of materials with unique properties.
© 2024. The Author(s).
Conflict of interest statement
The authors declare no competing interests.
Figures




References
-
- Lu K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016;1:16019. doi: 10.1038/natrevmats.2016.19. - DOI
-
- Olevsky, E. A. & Dudina, D. V. Sintering by low-voltage electric pulses (including spark plasma sintering (SPS)) in Field-Assisted Sintering: Science and Applications 89–191 (Springer Nature, 2018).
-
- Szalaty TJ, Klapiszewski L, Jesionowski T. Recent developments in modification of lignin using ionic liquids for the fabrication of advanced materials: A review. J. Mol. Liq. 2020;301:112417. doi: 10.1016/j.molliq.2019.112417. - DOI
Grants and funding
LinkOut - more resources
Full Text Sources
