

Growing three-dimensional objects with light
- PMID: 38950359
- PMCID: PMC11252790
- DOI: 10.1073/pnas.2303648121
Growing three-dimensional objects with light
Abstract
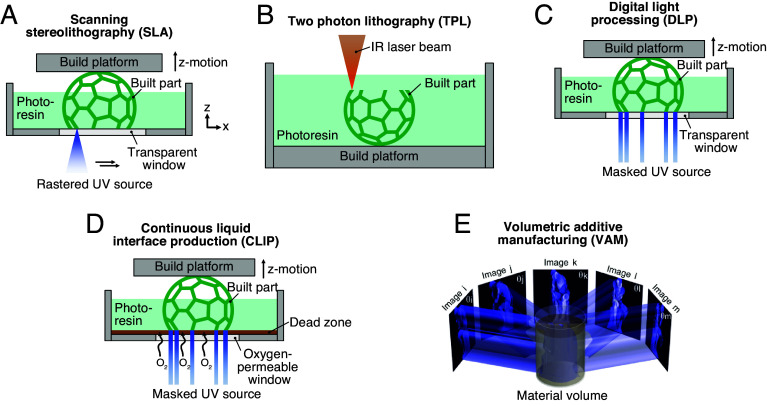
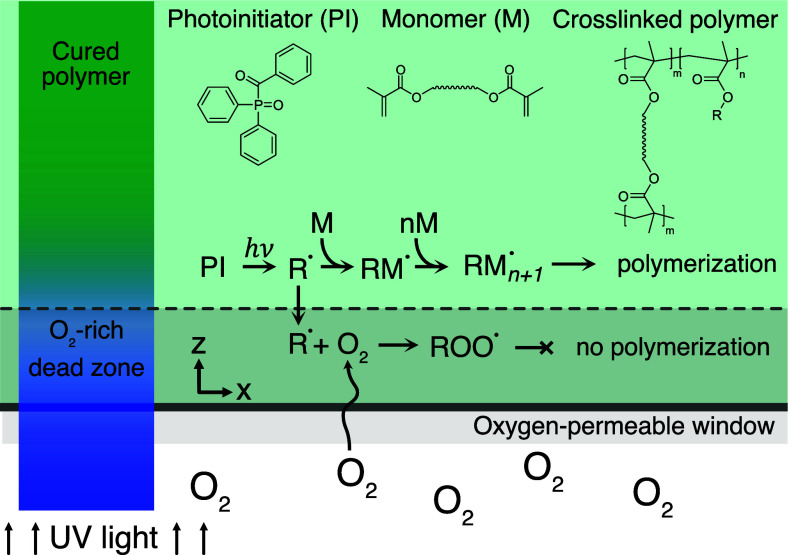
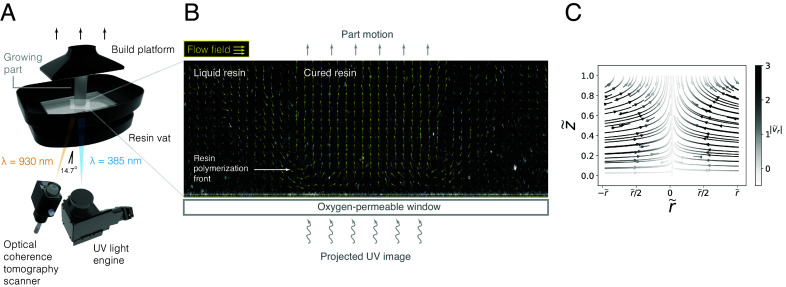
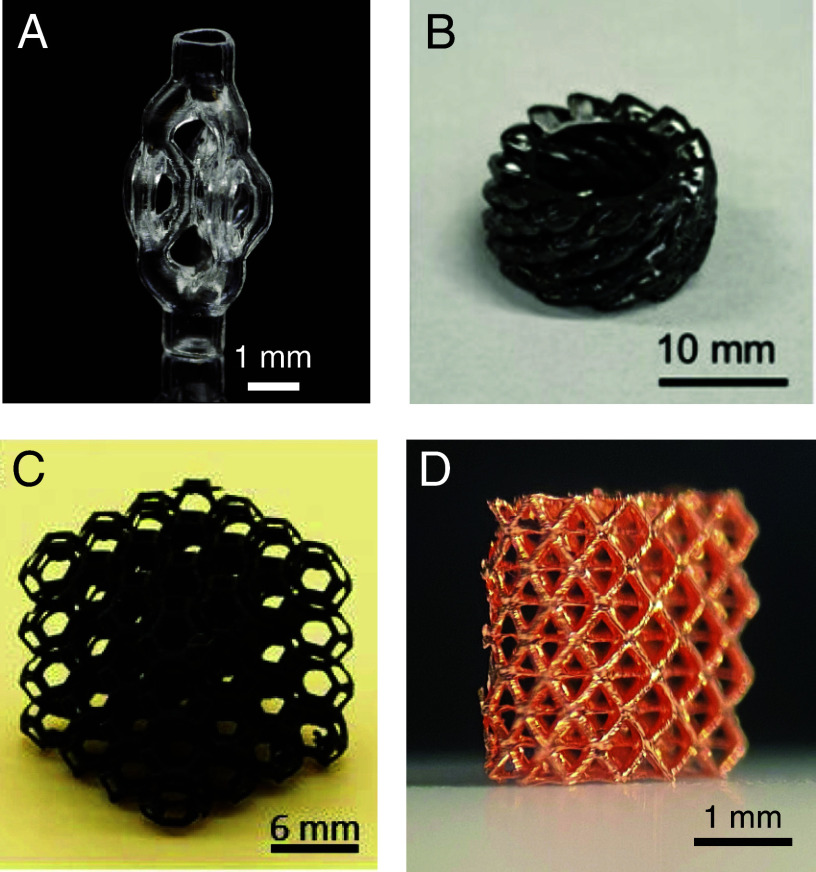
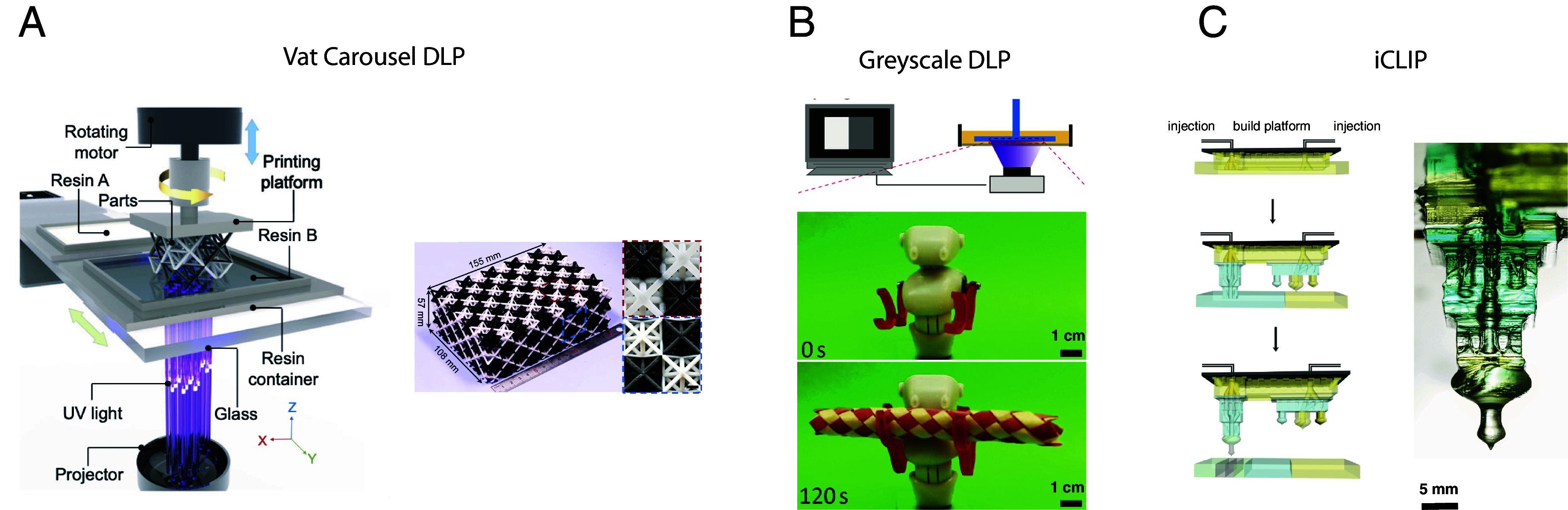
Vat photopolymerization (VP) additive manufacturing enables fabrication of complex 3D objects by using light to selectively cure a liquid resin. Developed in the 1980s, this technique initially had few practical applications due to limitations in print speed and final part material properties. In the four decades since the inception of VP, the field has matured substantially due to simultaneous advances in light delivery, interface design, and materials chemistry. Today, VP materials are used in a variety of practical applications and are produced at industrial scale. In this perspective, we trace the developments that enabled this printing revolution by focusing on the enabling themes of light, interfaces, and materials. We focus on these fundamentals as they relate to continuous liquid interface production (CLIP), but provide context for the broader VP field. We identify the fundamental physics of the printing process and the key breakthroughs that have enabled faster and higher-resolution printing, as well as production of better materials. We show examples of how in situ print process monitoring methods such as optical coherence tomography can drastically improve our understanding of the print process. Finally, we highlight areas of recent development such as multimaterial printing and inorganic material printing that represent the next frontiers in VP methods.
Keywords: 3D printing; additive manufacturing; computational fabrication.
Conflict of interest statement
Competing interests statement:J.M.D. declares that he has an equity stake in Carbon Inc. and M.A.P. and J.R.T. declare that they are employees of Carbon, Inc., which is a venture-backed start-up company that owns related U.S. Patent 9,040,090, U.S. Patent 9,216,546, U.S. Patent 9,360,757, and others. M.A.S. advises 3D Architech, a VP-based metal 3D printing company. J.M.D., M.A.P., and J.R.T. declare that they have an equity stake in Carbon, Inc. due to current or previous employment at Carbon Inc. J.M.D. declares that he is an inventor on related U.S. Patent 9,040,090, U.S. Patent 9,216,546, U.S. Patent 9,360,757, and others. G.L., I.A.C., and J.M.D. declare that they are named co-inventors in methods for multimaterial iCLIP and related pending patent applications. J.M.D. declares that his lab at Stanford is sponsored by the Wellcome Leap Foundation and the Bill and Melinda Gates Foundation. J.M.D. declares, that as a co-founder, board member, and former CEO, and as an active researcher in additive manufacturing, that he has had hundreds of social media and journalist interviews about Carbon and additive manufacturing.
Figures
References
-
- Lewis J. A., Direct ink writing of 3D functional materials. Adv. Funct. Mater. 16, 2193–2204 (2006).
-
- Ziaee M., Crane N. B., Binder jetting: A review of process, materials, and methods. Addit. Manuf. 28, 781–801 (2019).
-
- King W. E., et al. , Laser powder bed fusion additive manufacturing of metals: Physics, computational, and materials challenges. Appl. Phys. Rev. 2, 041304 (2015).
-
- Panetta J., et al. , Elastic textures for additive fabrication. ACM Trans. Graphics 34, 1–12 (2015).
Grants and funding
LinkOut - more resources
Full Text Sources
