

Abrasive Waterjet Machining
- PMID: 38998356
- PMCID: PMC11243516
- DOI: 10.3390/ma17133273
Abrasive Waterjet Machining
Abstract
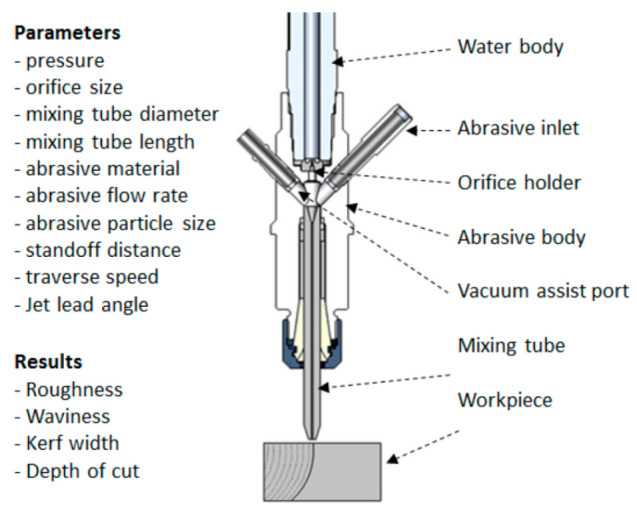
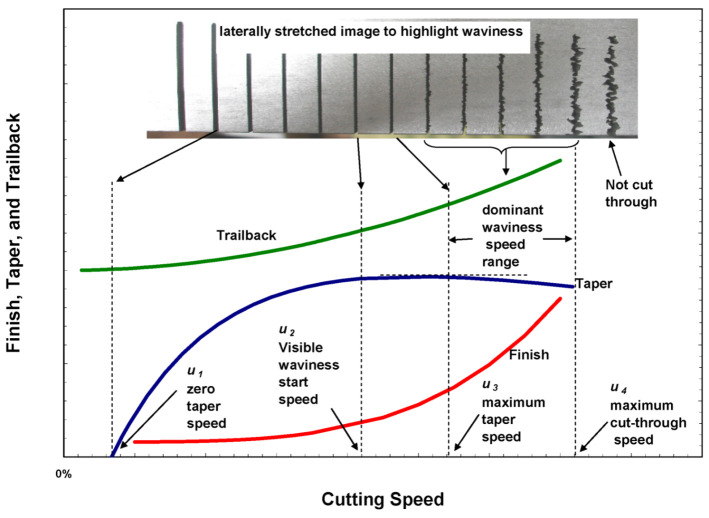
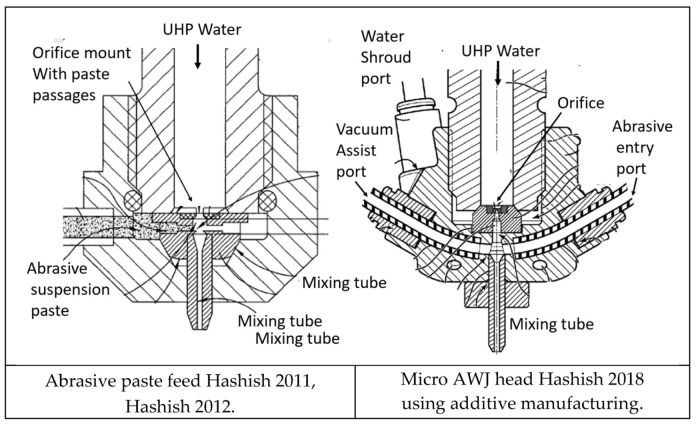
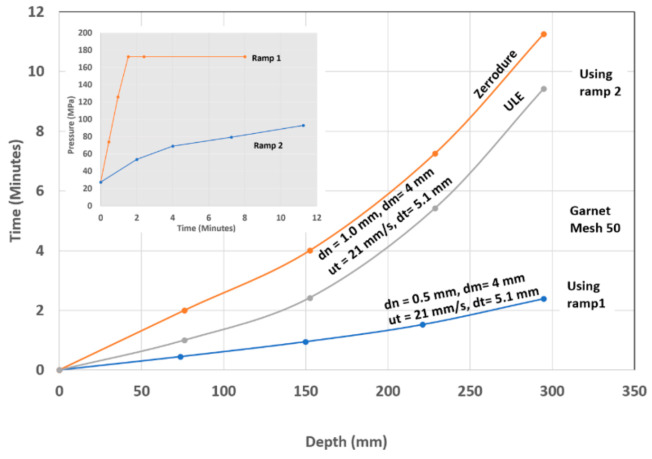
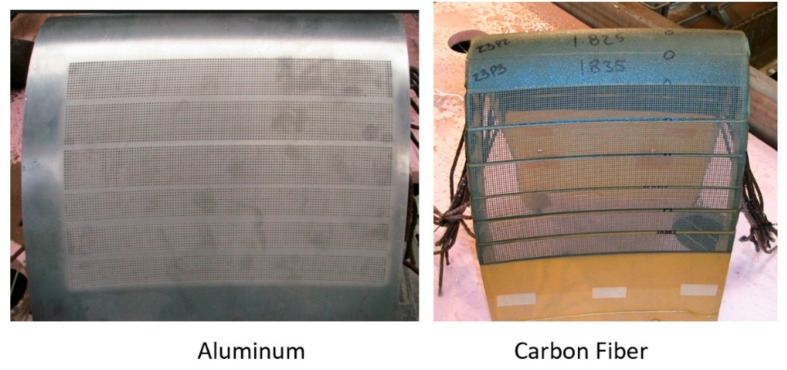
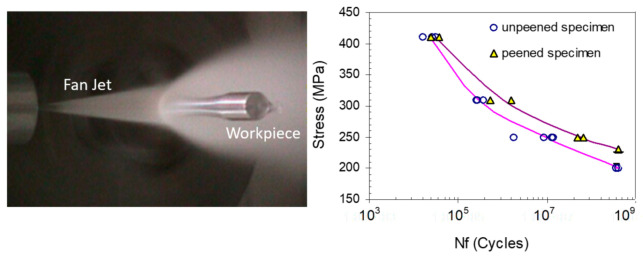
The abrasive waterjet machining process was introduced in the 1980s as a new cutting tool; the process has the ability to cut almost any material. Currently, the AWJ process is used in many world-class factories, producing parts for use in daily life. A description of this process and its influencing parameters are first presented in this paper, along with process models for the AWJ tool itself and also for the jet-material interaction. The AWJ material removal process occurs through the high-velocity impact of abrasive particles, whose tips micromachine the material at the microscopic scale, with no thermal or mechanical adverse effects. The macro-characteristics of the cut surface, such as its taper, trailback, and waviness, are discussed, along with methods of improving the geometrical accuracy of the cut parts using these attributes. For example, dynamic angular compensation is used to correct for the taper and undercut in shape cutting. The surface finish is controlled by the cutting speed, hydraulic, and abrasive parameters using software and process models built into the controllers of CNC machines. In addition to shape cutting, edge trimming is presented, with a focus on the carbon fiber composites used in aircraft and automotive structures, where special AWJ tools and manipulators are used. Examples of the precision cutting of microelectronic and solar cell parts are discussed to describe the special techniques that are used, such as machine vision and vacuum-assist, which have been found to be essential to the integrity and accuracy of cut parts. The use of the AWJ machining process was extended to other applications, such as drilling, boring, milling, turning, and surface modification, which are presented in this paper as actual industrial applications. To demonstrate the versatility of the AWJ machining process, the data in this paper were selected to cover a wide range of materials, such as metal, glass, composites, and ceramics, and also a wide range of thicknesses, from 1 mm to 600 mm. The trends of Industry 4.0 and 5.0, AI, and IoT are also presented.
Keywords: abrasive waterjet; composites; cutting; drilling; glass; metal; milling; surface finish; titanium; trimming; waterjet.
Conflict of interest statement
Author Mohamed Hashish was employed by the company Flow International Corporation. The author declares that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Figures










































































































References
-
- Hashish M. Steel Cutting with Abrasive-Waterjets; Proceedings of the 6th International Symposium on Jet Cutting Technology, BHRA; Guildford, UK. 6–8 April 1982; pp. 465–487.
-
- Hashish M. Cutting with Abrasive-Waterjets. Mech. Eng. 1984;106:60–66.
-
- Hashish M. Waterjet Cutting Studies; Proceedings of the 16th International Water Jetting Technology Conference, BHR Group; Aix-en-Provence, France. 16–18 October 2002; pp. 13–48.
-
- Hashish M. The Waterjet as a Tool; Proceedings of the 14th International Water Jet Cutting Technology Conference, BHR Group; Brugge, Belgium. 12–14 October 1998.
-
- Varun R., Nanjundeswaraswamy T.S. A Literature Review on Parameters Influencing Abrasive Jet Machining and Abrasive Water Jet Machining. Eng. Res. Appl. 2019;9:24–29.
Publication types
LinkOut - more resources
Full Text Sources
