

Additively manufactured, long, serpentine submillimeter channels by combining binder jet printing and liquid-phase sintering
- PMID: 39039096
- PMCID: PMC11263481
- DOI: 10.1038/s41598-024-65058-5
Additively manufactured, long, serpentine submillimeter channels by combining binder jet printing and liquid-phase sintering
Abstract
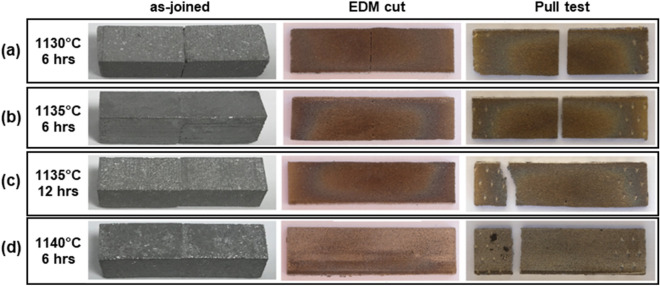
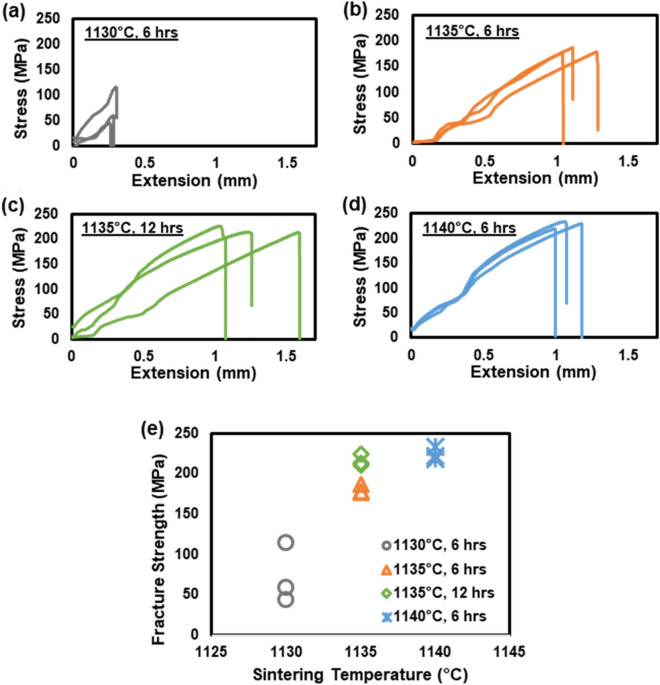
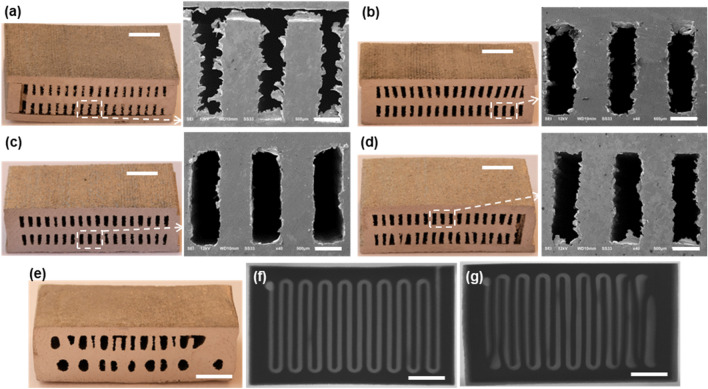
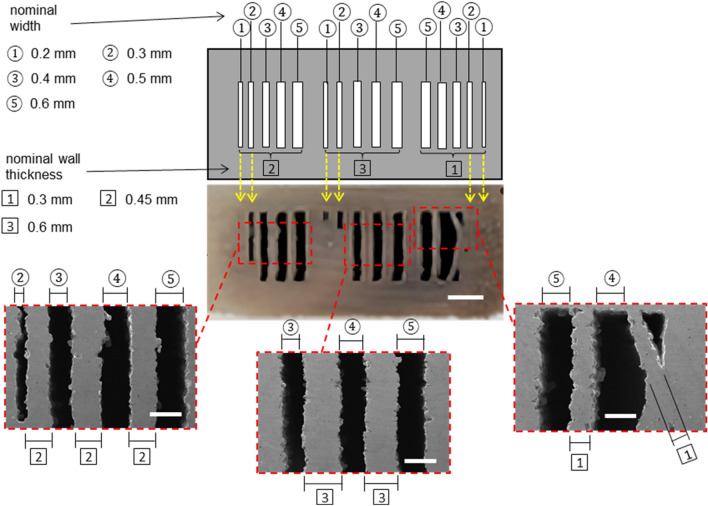
Metallic microfluidic devices made from powder-bed additive manufacturing systems have received increasing attention, but their feasible channel geometry and complexity are often limited by lack of an effective approach to removing trapped powder particles within the channels or conduits of the sintered parts. Here, we present an innovative approach to fabricating long serpentine, high-aspect-ratio submillimeter channels made of stainless steel 316L (SS) by binder jet printing (BJP) and liquid-phase sintering. We leverage the unique nature of the BJP process, that is printing and consolidation steps are decoupled, enabling us to join two or more parts during the sintering step. Instead of constructing the channel device as a single part, we print multiple parts for easy powder removal and later join them to form enclosed channels. The key innovation lies in adding sintering additives like boron nitrides (BN) to the SS stock powder-at the SS/BN interfaces, liquid phase is locally generated at temperature much lower than the SS melting temperature, facilitating the bonding of the multiple parts as well as the consolidation of parts for near-full density. We systematically vary the sintering temperature to show how it affects the joining quality and the channel shape distortion. The joining quality such as the fracture strengths of the joined samples is measured by a pull test while the shape distortion is characterized by various imaging techniques. The feasibility of the proposed approach is demonstrated by fabricating a 400-mm-long, fully enclosed serpentine channel with a rectangular cross-section of 0.5 mm in width and 1.8 mm in height. The pressure drop across this 3D-printed SS serpentine channels is measured for air flow and compared to a standard gas flow model, showing that the device is free of leakage or clogs.
Keywords: Additive manufacturing; Binder jet printing; Depowdering; Joining; Microchannel; Sintering.
© 2024. This is a U.S. Government work and not under copyright protection in the US; foreign copyright protection may apply.
Conflict of interest statement
The authors declare no competing interests.
Figures




References
-
- Leslie, D. C. et al. Frequency-specific flow control in microfluidic circuits with passive elastomeric features. Nat. Phys.5, 231–235 (2009). 10.1038/nphys1196 - DOI
-
- Nasiri, R., Shamloo, A. & Akbari, J. Design of two Inertial-based microfluidic devices for cancer cell separation from Blood: A serpentine inertial device and an integrated inertial and magnetophoretic device. Chem. Eng. Sci.252, 117283 (2022). 10.1016/j.ces.2021.117283 - DOI
LinkOut - more resources
Full Text Sources
