

Holographic direct sound printing
- PMID: 39107289
- PMCID: PMC11303524
- DOI: 10.1038/s41467-024-50923-8
Holographic direct sound printing
Abstract
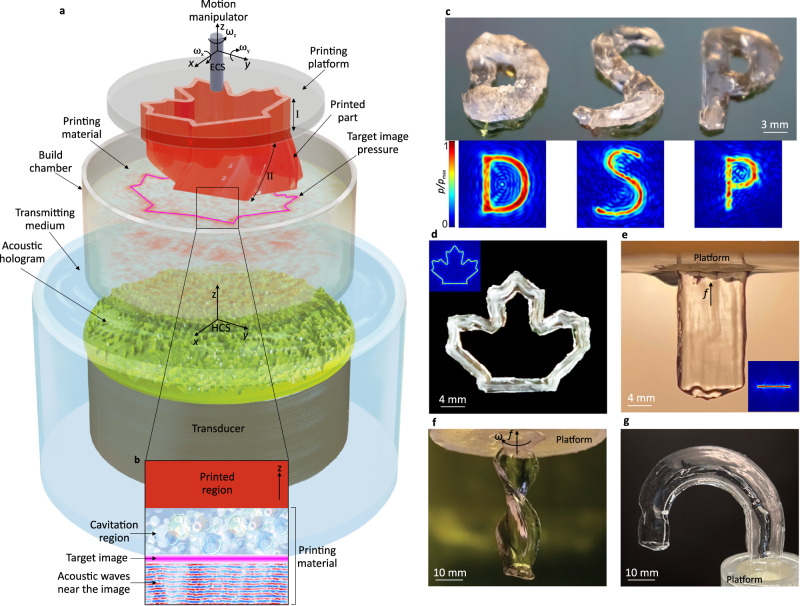
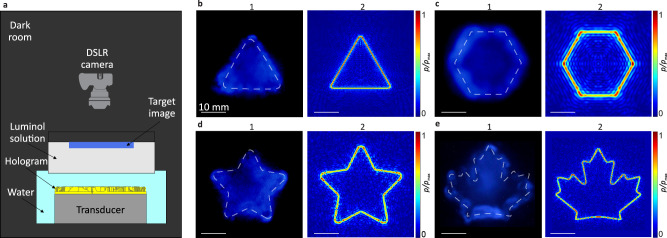
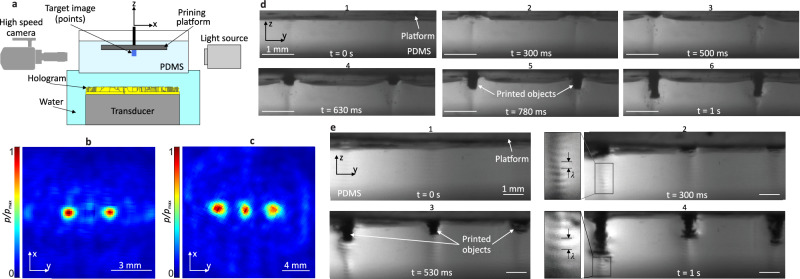
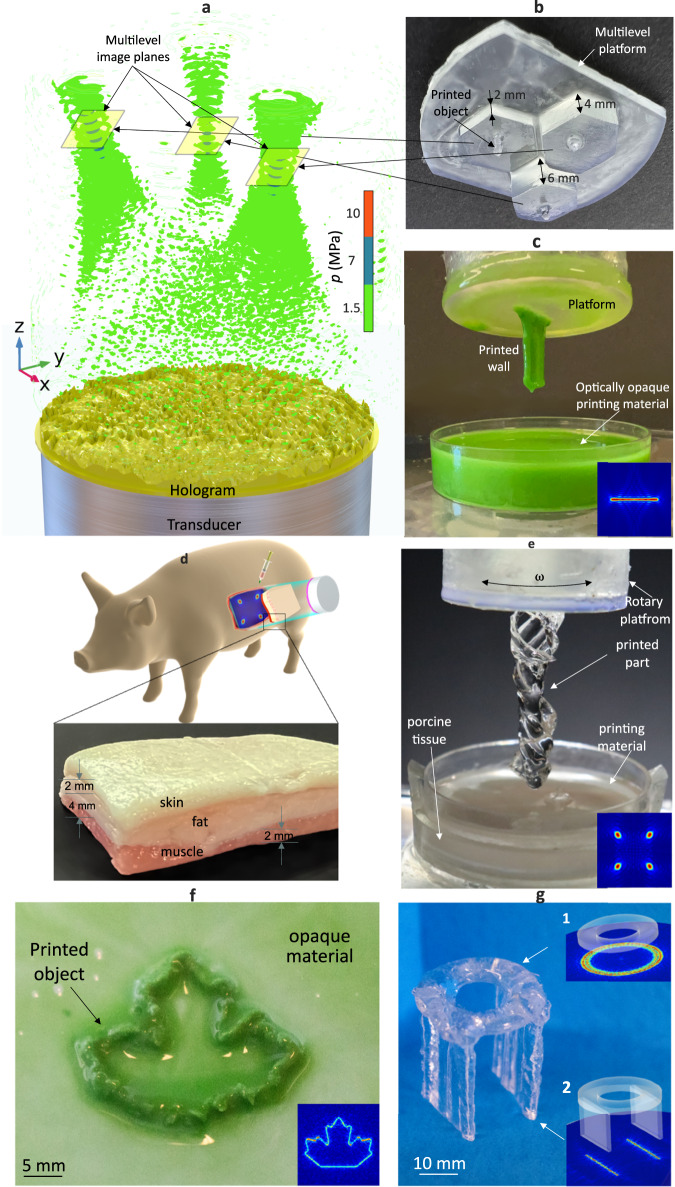
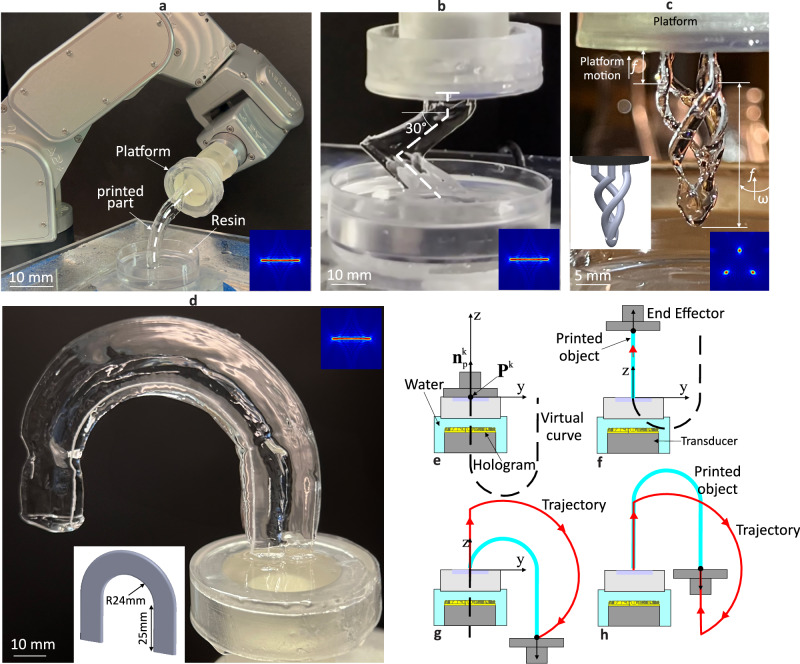
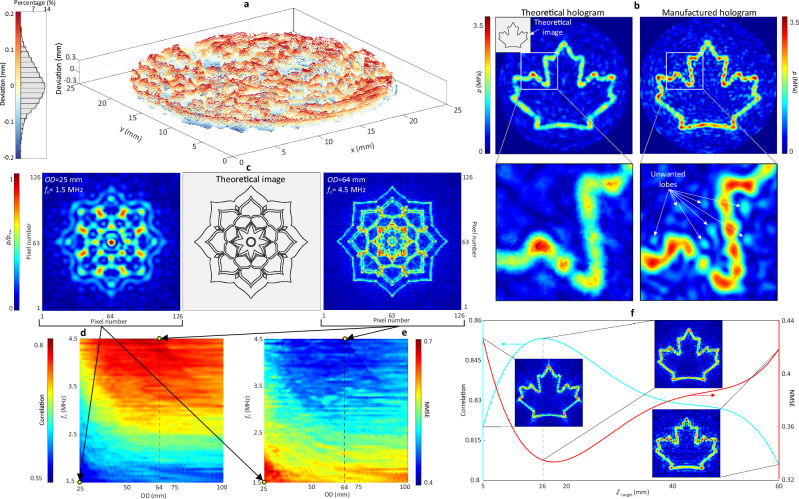
Direct sound printing (DSP), an alternative additive manufacturing process driven by sonochemical polymerization, has traditionally been confined to a single acoustic focal region, resulting in a voxel-by-voxel printing approach. To overcome this limitation, we introduce holographic direct sound printing (HDSP), where acoustic holograms, storing cross-sectional images of the desired parts, pattern acoustic waves to induce regional cavitation bubbles and on-demand regional polymerization. HDSP outperforms DSP in terms of printing speed by one order of magnitude and yields layerless printed structures. In our HDSP implementation, the hologram remains stationary while the printing platform moves along a three-dimensional path using a robotic arm. We present sono-chemiluminescence and high-speed imaging experiments to thoroughly investigate HDSP and demonstrate its versatility in applications such as remote ex-vivo in-body printing and complex robot trajectory planning. We showcase multi-object and multi-material printing and provide a comprehensive process characterization, including the effects of hologram design and manufacturing on the HDSP process, polymerization progression tracking, porosity tuning, and robotic trajectory computation. Our HDSP method establishes the integration of acoustic holography in DSP and related applications.
© 2024. The Author(s).
Conflict of interest statement
The authors declare the following competing interests: M.H. and M.P. are inventors of patents (US20200001533A1, US20230339181A1 and PCTCA2024050618). These patents are related to the topic covered in this manuscript. M.D. and R.B. declare no competing interests.
Figures
References
-
- Gissibl, T., Thiele, S., Herkommer, A. & Giessen, H. Two-photon direct laser writing of ultracompact multi-lens objectives. Nat. Photonics10, 554–560 (2016).10.1038/nphoton.2016.121 - DOI
-
- Rahim, T. N. A. T., Abdullah, A. M., & Md Akil, H. Recent developments in fused deposition modeling-based 3D printing of polymers and their composites. Polym. Rev.59, 589–624 (2019).10.1080/15583724.2019.1597883 - DOI
LinkOut - more resources
Full Text Sources
Miscellaneous
