

Multi-Objective Optimization of Injection Molding Parameters for Manufacturing Thin-Walled Composite Connector Terminals
- PMID: 39203126
- PMCID: PMC11355605
- DOI: 10.3390/ma17163949
Multi-Objective Optimization of Injection Molding Parameters for Manufacturing Thin-Walled Composite Connector Terminals
Abstract
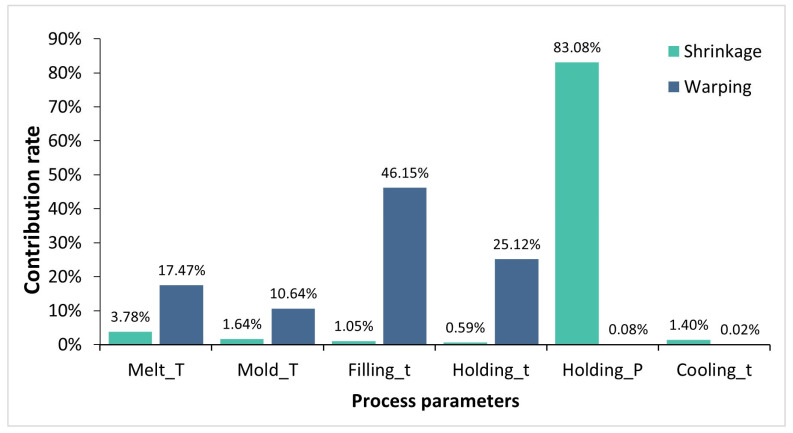
The rapid development of new energy vehicles demands significant improvements in connector structures and performance standards. Wire harness connectors, crucial for linking various electrical components, face challenges due to their small size and thin-walled structure, which can lead to dimensional shrinkage and warping during injection molding. To address these issues, this study optimizes the injection molding process by fine-tuning parameters such as melt temperature, mold temperature, injection time, holding pressure/time, and cooling time. By integrating the Taguchi method with grey relational analysis, the study enhances the molding process for thin-walled composite connectors. This combined approach provides a comprehensive framework for optimizing multiple quality objectives and improving the overall performance of injection-molded composite components.
Keywords: composites; flow characteristics; injection molding; multi-objective optimization.
Conflict of interest statement
Author Size Peng was employed by the company Hunan Xingtu Aerospace and Spacecraft Manufacturing Co., Ltd. Author Yingfei Huo was employed by the company Yangzhou Pinghang Aerodynamics Technology Co., Ltd. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Figures









References
-
- Liu S.J., Chen Y.S. The manufacturing of thermoplastic composite parts by water-assisted injection-molding technology. Compos. Part A Appl. Sci. Manuf. 2004;35:171–180. doi: 10.1016/j.compositesa.2003.10.006. - DOI
-
- Fu H., Xu H., Liu Y., Yang Z., Kormakov S., Wu D., Sun J. Overview of injection molding technology for processing polymers and their composites. ES Mater. Manuf. 2020;8:3–23. doi: 10.30919/esmm5f713. - DOI
-
- Khosravani M.R., Nasiri S. Injection molding manufacturing process: Review of case-based reasoning applications. J. Intell. Manuf. 2020;31:847–864. doi: 10.1007/s10845-019-01481-0. - DOI
-
- Walale A., Chauhan A.S., Satyanarayana A., Venkatachalam G., Pradyumna R. Analysis of shrinkage & warpage in ceramic injection molding of HPT vane leading edge core of a gas turbine casting. Mater. Today Proc. 2018;5:19471–19479.
LinkOut - more resources
Full Text Sources
